1ЁЂЕЅЮЛЩшЖЈжИСю
ЃЈ1ЃЉГпДчЕЅЮЛЩшЖЈжИСю
ГпДчЕЅЮЛЩшЖЈжИСюгаG20ЁЂG21ЁЃЦфжаG20БэЪОгЂжЦГпДчЃЌG21БэЪОЙЋжЦГпДчЁЃG21ЮЊШБЪЁжЕЁЃ
SIMENSКЭFAGORЯЕЭГВЩгУG71/G70ДњТыЁЃ
ЃЈ2ЃЉНјИјЫйЖШЕЅЮЛЕФЩшЖЈжИСю
G94ЁЂG95ЃЌОљЮЊФЃЬЌжИСюЃЌG94ЮЊШБЪЁжЕЁЃ
ГЬађЖЮИёЪНЮЊЃКG94
FЃЛЛђG95
F
G94ЩшЖЈУПЗжжгНјИјСПЃЌG20ЃЃ
in/minЁЂ
G21ЃЃmm/minЁЃ
G95ЩшЖЈУПзЊНјИјСПЃЌG20ЃЃ
in/rЁЂ
G21ЃЃmm/rЁЃ
ЃЈ3ЃЉАыОЖКЭжБОЖБрГЬ
АыОЖКЭжБОЖБрГЬжИСюЗжБ№ЮЊG22КЭG23ЁЃзЂвтЃЌЛЊжаЪ§ПиЪРМЭаЧHNC-21/22TЯЕЭГЕФжБОЖ/АыОЖБрГЬВЩгУG36/G37ДњТыЁЃ
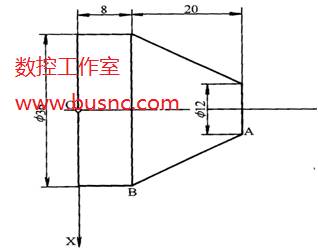
ШчЭМЃЌЕЖМтДгAЕНBЪБЃЌвдОјЖджЕБрГЬЮЊР§ЃЌГЬађЖЮЮЊЃК
жБОЖБрГЬ
G90 G01 X36 Z8
АыОЖБрГЬ
G90 G01 X18 Z8
2ЁЂПьЫйЖЈЮЛжИСю
G00ЮЊПьЫйЖЈЮЛжИСюЃЌЕЖОпвдЕуЮЛПижЦЗНЪНДгЕЖОпЫљдкЮЛжУвдИїжсЩшЖЈЕФзюИпдЪаэЫйЖШвЦЖЏЕНжИЖЈЮЛжУЃЌЪєгкФЃЬЌжИСюЁЃ
ГЬађЖЮИёЪНЮЊЃКG00ЁЁXЁЁЁЁYЁЁЁЁZЃЌX
Y ZЮЊФПБъЕузјБъЁЃ
жИСюFЖдG00ГЬађЖЮЮоаЇ
3ЁЂЗНЯђЖЈЮЛжИСю
G60гыG00ЕФЙІФмЯрЫЦЃЌЫќУЧЖМЪЧПьЫйЕиНјааЖЈЮЛЁЃжЛВЛЙ§G60ЖЈЮЛЕФЗНЪНВЛЭЌЃЌЫќЯШПьЫйЕНДявЛИіжаМфЕуЃЌШЛКѓдйвдвЛЙЬЖЈЫйЖШвЦЕНЖЈЮЛЕуЁЃЮЊЗЧФЃЬЌжИСюЃЌНідкБОГЬађЖЮжагааЇЁЃ
ГЬађЖЮИёЪНЮЊЃКG60
X Y ZЃЌЦфжаXЁЂYЁЂZЮЊЖЈЮЛжеЕуЁЃ
