|
一、数控机床的坐标系统
数控机床各坐标轴按标准JB3051-82 <数控机床及其数控机械的坐标系和运动方向的命名方法>
确定后,还要确定坐标系原点的位置,这样坐标系才能确定下来。依原点的不同,数控机床的坐标系统分为机床坐标系和工件坐标系。
1.
机床坐标系
以机床原点为坐标原点建立起来的X、Y、Z轴直角坐标系,称为机床坐标系。机床原点为机床上的一个固定点,也称机床零点。机床零点是通过机床参考点间接确定的,机床参考点也是机床上的一个固定点,其与机床零点间有一确定的相对位置,一般设置在刀具运动的X、Y、Z正向最大极限位置。在机床每次通电之后,工作之前,必须进行回机床零点操作,使刀具运动到机床参考点,其位置由机械档块确定。这样,通过机床回零操作,确定了机床零点,从而准确地建立机床坐标系,即相当于数控系统内部建立一个以机床零点为坐标原点的机床坐标系。机床坐标系是机床固有的坐标系,一般情况下,机床坐标系在机床出厂前已经调整好,不允许用户随意变动。
2.
工件坐标系
工件图样给出以后,首先应找出图样上的设计基准点。其他各项尺寸均是以此点为基准进行标注。该基准点称为工件原点。以工件原点为坐标原点建立的X、Y、Z轴直角坐标系,称为工件坐标系。
工件坐标系是用来确定工件几何形体上各要素的位置而设置的坐标系,工件原点的位置是人为设定的,它是由编程人员在编制程序时根据工件的特点选定的,所以也称编程原点。
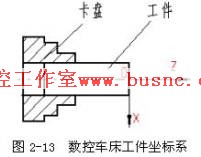
数控车床加工零件的工件原点一般选择在工件右端面、左端面或卡爪的前端面与Z轴的交点上。图2-13所示,是以工件右端面与Z轴的交点作为工件原点的工件坐标系。
数控铣床加工零件的工件原点选择时应该注意:工件原点应选在零件图的尺寸基准上,对于对称零件,工件原点应设在对称中心上;对于一般零件,工件原点设在工件外轮廓的某一角上,这样便于坐标值的计算。对于Z轴方向的原点,一般设在工件表面,并尽量选在精度较高的工件表面。
同一工件,由于工件原点变了,程序段中的坐标尺寸也随之改变。因此,数控编程时,应该首先确定编程原点,确定工件坐标系。编程原点的确定是在工件装夹完毕后,通过对刀确定。
二、对刀
在数控加工中,工件坐标系确定后,还要确定刀具的刀位点在工件坐标系中的位置。即常说的对刀问题。数控机床上,目前,常用的对刀方法为手动试切对刀。
1.数控车床的对刀
数控车床对刀方法基本相同,首先,将工件在三爪卡盘上装夹好之后,用手动方法操作机床,具体步骤如下:
1)回参考点操作 采用ZERO(回参考点)方式进行回参考点的操作,建立机床坐标系。此时CRT上将显示刀架中心(对刀参考点)在机床坐标系中的当前位置的坐标值。
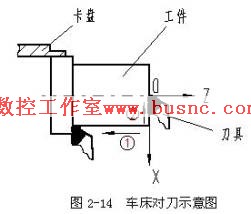
2)试切对刀 先用已选好的刀具将工件外圆表面车一刀,保持X向尺寸不变,Z向退刀,按设置编程零点键,CRT屏幕上显示X、Z坐标值都清成零(即X0,Z0);然后,停止主轴,测量工件外圆直径D。如图2-14所示。再将工件端面车一刀,当CRT上显示的X坐标值为-(D/2)时,按设置编程零点键,CRT屏幕上显示X、Z坐标值都清成零(即X0,Z0),系统内部完成了编程零点的设置功能。
3)建立工件坐标系
刀尖(车刀的刀位点)当前位置就在编程零点(即工件原点)上。
2.数控铣床的对刀
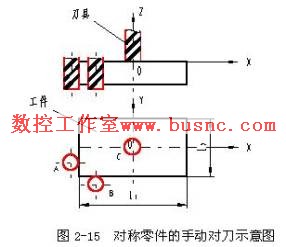
假设零件为对称零件,并且毛坯已测量好长为L1、宽为L2,平底立铣刀的直径也已测量好。如图2-15所示,将工件在铣床工作台上装夹好后,在手动方式操纵机床,具体步骤如下:
1)回参考点操作
采用ZERO(回参考点)方式进行回参考点的操作,建立机床坐标系。此时CRT上将显示铣刀中心(对刀参考点)在机床坐标系中的当前位置的坐标值。
2)手工对刀
先使刀具靠拢工件的左侧面(采用点动操作,以开始有微量切削为准),刀具如图A位置,按设置编程零点键,CRT上显示X0、Y0、Z0,则完成X方向的编程零点设置。再使刀具靠拢工件的前侧面,刀具如图B位置,保持刀具Y方向不动,使刀具X向退回,当CRT上X坐标值0时,按编程零点设置键,就完成X、Y两个方向的编程零点设置。最后抬高Z轴,移动刀具,考虑到存在铣刀半径,当CRT上显示X坐标值为(L1/2+铣刀半径),Y的坐标值为(L2/2+铣刀半径)时,使铣刀底部靠拢工件上表面,按编程零点设置键,CRT屏幕上显示X、Y、Z坐标值都清成零(即X0,Y0,Z0),系统内部完成了编程零点的设置功能。就把铣刀的刀位点设置在工件对称中心上,即工件坐标系的工件原点上。
3)建立工件坐标系
此时,刀具(铣刀的刀位点)当前位置就在编程零点(即工件原点)上。由于手动试切对刀方法,调整简单、可靠,且经济,所以得到广泛的应用。 |
