|
|
|
|
|
以数控车程序为例详解G50工件坐标系的建立(预置寄存) |
|
|
格式:G50 X__ Z__ X、Z: 程序原点在编程坐标系中的位置 说明: (1)用以设置加工过程中刀尖的起始点及加工过程中的换刀点位置 (2)经绝对值方式输入,其值一般为正值 (3)加工原点应在编程坐标系中设置
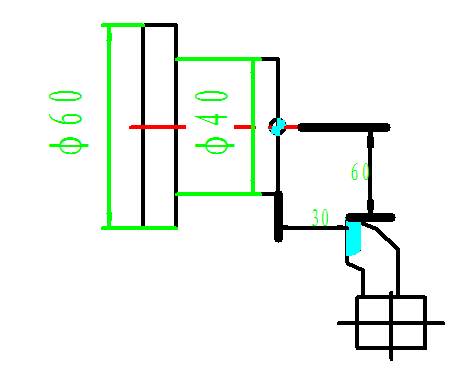
如图所示:建立工件坐标系(程序原点设置)
G50 X60 Z30 将加工原点设在离中心线60mm处,离端面30mm处。 (试车外圆表面,X不动,沿Z方向退刀,测量外圆表面直径,得 出X值,输入给刀具形状补正参数中;试车端面,Z不动,沿X方向退刀,将Z值输入给刀具形状补正参数)。然后,使刀具远离工件一个安全距离,换刀,完成其它刀具对刀步骤。此过程通过试车对刀,实际上完成了工件坐标系的确定。 |
 |