1ЁЂИљОнHNCЁЊ21MЪ§ПиЯЕЭГЕФГЬађИёЪНЃЌБржЦШчЭМвЛЫљЪОСуМўЕФЭтаЮОЋМгЙЄГЬађЃЌЩюЖШЮЊ6mmЁЃ
2ЁЂИљОнЩЯЪіМгЙЄСуМўжЦЖЈМгЙЄЙЄвеЁЃ
ЁЁ
ЁЁ
ЁЁ
ЁЁ
ЁЁ
ЁЁ
ЁЁ
ЁЁ
 ЭМвЛ
ЭМЖў
ЭМвЛ
ЭМЖў
ЃЈ1ЃЉЙЄвеЗжЮіЁЃ
ЂйММЪѕвЊЧѓЁЃгУЕЖОпАыОЖВЙГЅЙІФмЭъГЩвЛДЮСуМўЕФОЋМгЙЄЃЌЕЖОпАыОЖВЙГЅжЕ6mmo
ЂкМгЙЄЙЄвеЕФШЗЖЈЁЃзАМаЖЈЮЛЕФШЗЖЈЃКгУТнЫЈНЋСНПщбЙАхЙЬЖЈРЏФЃЕФСНВрЃЌЪЙРЏФЃЪМжеДІгкЙЄзїЬЈжааФЮЛжУЁЃ
ЂлМгЙЄЕЖОпЕФШЗЖЈЃКдВжљЯГЕЖ(Іе12)ЁЃ
ЂмЧаЯїгУСПЃКжїжсзЊЫй600rЃЏminЃЌНјИјЫйЖШ200mmЃЏminЁЃ
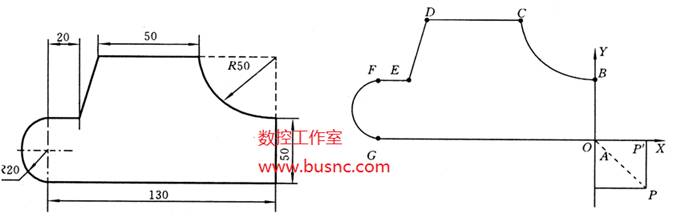
ЃЈ2ЃЉвдAЕуЮЊГЬађдЕуЃЌНЈСЂЙЄМўзјБъЯЕЁЃ
дкЭМЖўНЈСЂЕФЙЄМўзјБъЯЕжаЃЌЧѓЕУИїЕуЕФXЁЂYзјБъжЕЮЊЃКA(0ЃЌ0)ЃЌB(OЃЌ50)ЃЌC(-50ЃЌ100)ЃЌD(-100ЃЌ100)ЃЌE(-110ЃЌ40)ЃЌF(-130ЃЌ40)ЃЌG(-130ЃЌ0)ЁЃ
3ЁЂВЮПМГЬађШчЯТ(ГЬађЖЮ2жаD01жИСюЕїгУЕФ0lКХЕЖЕФАыОЖжЕЮЊ6mmЃЌИУжЕгІдкдЫааГЬађЧАЩшжУдкЕЖОпБэжа)ЁЃ
ЃЅ1000
N01 G92 X20 Y-20 Z10
N02 G90 G00 G41 D0l X0
N03 G01 Z-6 F200 M03 S600
N04 Y50
N05 G02 X-50 Y100 R50
N06 G0l X-100
N07 X-110 Y40
N08 X-130
N09 G03 X-130 Y0 R20
N10 G0l X20
Nll Z10
N12 G40 G00 X20 Y-20 M05
N13 M30
4ЁЂЪфШыСуМўГЬађЁЃ
5ЁЂГЬађаЃбщМАМгЙЄЙьМЃЗТецЃЌаоИФГЬађЁЃ
6ЁЂЖдЕЖВйзїЁЃ
7ЁЂЕНЖдЕЖЮЛЃЌздЖЏМгЙЄЁЃ
ЬиБ№зЂвтЪТЯюЃКПЊЪММгЙЄЪБ-ZЗНЯђЯТЕЖКЭМгЙЄЭъЙЄКѓЕФЃЋZЗНЯђЬсЕЖЃЌвЊБмУтЕЖОпгыЙЄМўЁЂМаОпЕШЯрзВЃЁ
Ъ§ПиЯЕЭГвЛАуОпгаЕЖОпАыОЖВЙГЅЙІФмЃЌИљОнЙЄМўТжРЊГпДчБржЦЕФМгЙЄГЬађвдМАдЄЯШДцЗХдкЪ§ПиЯЕЭГФкДцжаЕФЕЖОпжааФЦЋвЦСПЃЌЯЕЭГздЖЏМЦЫуЕЖОпжааФЙьМЃЃЌВЂПижЦЕЖОпНјааМгЙЄЃЌРћгУЕЖОпАыОЖВЙГЅЙІФмПЩЪЙгУЭЌвЛГЬађЖјЖдСуМўЪЕЯжДжЁЂОЋМгЙЄЁЃ
