|
刀长补正指令格式:
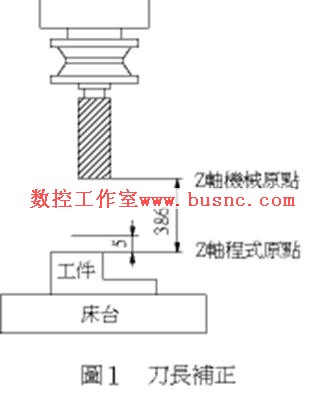
CNC铣床或MC所使用的刀具,因每把刀具的长度皆不相同,故使用每一把刀具时都必须作刀长补正,使每一把刀加工出来的深度皆正确。
格式中各字语的意义如下:
|
G43: |
刀具长度正向补正。 |
|
G44: |
刀具长度负向补正。 |
|
Z: |
指令欲定位至Z轴的坐标位置。
|
|
H: |
为刀长补正号码,以2位数字表示。此号码即指刀具补正号码中的刀长补正号码。例如H01,表示刀长补号码为01号,01号的数据 -412.867,即表示该把刀的刀长补正值
-412.867mm。
执行G43或G44指令时,控制器会到H所指定的刀长补正号码内撷取刀长补正值,以做为刀具补正的依据。
|
使用刀长补正时应注意下列事项:
|
1. |
使用G43或G44指令刀长补正时,只能有Z轴的移动量,若有其它轴向的移动,则会出现警示画面。 |
|
2. |
G43、G44为持续有效机能,如欲取消刀长补正机能,则以G49或H00指令之。(G49:刀长补正取消。H00表示补正值为零) |
|
3. |
G43 ZˍHˍ;补正号码内的数据为正值时,刀具向上补正,若为负值时,刀具向下补正。
G44 ZˍHˍ;补正号码内的数据为正值时,刀具向下补正,若为负值时,刀具向上补正。 |
兹以图1说明,实际机台上,刀长补正设定及程序范例:
|
(一)G43
Z5. H01; |
(二)G44
Z5. H01; |
|
工具补正 |
|
番号 |
数据 |
番号 |
数据 |
|
001 |
-386. |
009 |
0 |
|
002 |
0 |
010 |
0 |
|
003 |
0 |
011 |
0 |
|
004 |
0 |
012 |
0 |
|
005 |
0 |
013 |
0 |
|
006 |
0 |
014 |
0 |
|
007 |
0 |
015 |
0 |
|
008 |
0 |
016 |
0 |
|
现在位置 |
|
X 0.000 |
|
Y 0.000 |
|
|
Z 0.000 |
|
|
|
|
[补正] |
|
[坐标系] |
|
|
|
|
工具补正 |
|
番号 |
数据 |
番号 |
数据 |
|
001 |
386. |
009 |
0 |
|
002 |
0 |
010 |
0 |
|
003 |
0 |
011 |
0 |
|
004 |
0 |
012 |
0 |
|
005 |
0 |
013 |
0 |
|
006 |
0 |
014 |
0 |
|
007 |
0 |
015 |
0 |
|
008 |
0 |
016 |
0 |
|
现在位置 |
|
X 0.000 |
|
Y 0.000 |
|
|
Z 0.000 |
|
|
|
|
[补正] |
|
[坐标系] |
|
|
|
|
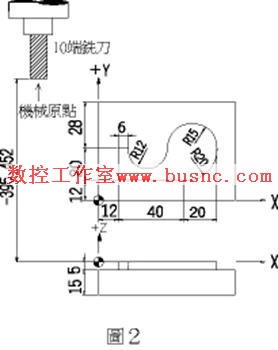
例1.
|
如图2所示工件,利用φ10mm端铣刀铣削外形,深度5mm。刀径补正号码用11号,刀
长补正号码用01号。
|
|
|
|
工具补正 |
|
番号 |
数据 |
番号 |
数据 |
|
001 |
-395.452 |
009 |
0 |
|
002 |
0 |
010 |
0 |
|
003 |
0 |
011 |
5.0 |
|
004 |
0 |
012 |
0 |
|
005 |
0 |
013 |
0 |
|
006 |
0 |
014 |
0 |
|
007 |
0 |
015 |
0 |
|
008 |
0 |
016 |
0 |
|
现在位置 |
|
X 0.000 |
|
Y 0.000 |
|
|
Z 0.000 |
|
|
|
|
[补正] |
|
[坐标系] |
|
|
|
|
|
|
O2127; |
|
|
|
|
G40 G49; |
|
|
|
|
G28 G91 Z0; |
|
|
|
|
G28 X0 Y0; |
|
|
|
|
G54 G90; |
|
|
|
|
M03 S800; |
|
|
|
|
G00 X -20. Y
-20. M08; |
|
|
|
|
G43 Z5. H01; |
=> |
启动刀长补正
,命令刀具定
位至工件表面
上方5mm处。 |
|
|
G01 Z -5. F60; |
|
|
|
|
G42 X12. Y12.
D11 F100; |
=> |
启动刀径补正铣
削至(12,12)
处。
|
|
|
X52.; |
|
|
|
|
G03 X72. Y32.
R20.; |
|
|
|
|
G91 X -30. R15.;
|
|
|
|
|
G02 X -24. R12.;
|
|
|
|
|
G01 X -6.; |
|
|
|
|
G90 Y0;
|
|
|
|
|
G00 Z20.; |
=> |
快速定位至工件表
面上面20mm处。 |
|
|
G40;
|
=> |
取消刀径补正。 |
|
|
G28 G91 Z0;
|
|
|
|
|
G28 X0 Y0; |
|
|
|
|
M30;
|
|
|
|
