|
ЁЁЪ§ПиЯГЯїМгЙЄЙЄвеадЗжЮіЪЧБрГЬЧАЕФживЊЙЄвезМБИЙЄзїжЎвЛЃЌИљОнМгЙЄЪЕМљЃЌЪ§ПиЯГЯїМгЙЄЙЄвеЗжЮіЫљвЊНтОіЕФжївЊЮЪЬтДѓжТПЩЙщФЩЮЊвдЯТМИИіЗНУцЁЃ
1ЁЂбЁдёВЂШЗЖЈЪ§ПиЯГЯїМгЙЄВПЮЛМАЙЄађФкШн
дкбЁдёЪ§ПиЯГЯїМгЙЄФкШнЪБЃЌгІГфЗжЗЂЛгЪ§ПиЯГДВЕФгХЪЦКЭЙиМќзїгУЁЃжївЊбЁдёЕФМгЙЄФкШнгаЃК
ЃЈ1ЃЉЙЄМўЩЯЕФЧњЯпТжРЊЃЌЬиБ№ЪЧгЩЪ§бЇБэДяЪНИјГіЕФЗЧдВЧњЯпгыСаБэЧњЯпЕШЧњЯпТжРЊЃЌШчЭМ4.17ЫљЪОЕФе§ЯвЧњЯпЁЃ
ЃЈ2ЃЉвбИјГіЪ§бЇФЃаЭЕФПеМфЧњУц,ШчЭМ4.18ЫљЪОЕФЧђУцЁЃ
ЁЁ
|
 |
 |
|
ЭМ4.17
Y=SIN(X)ЧњЯп |
ЭМ4.18ЁЁЧђУц |
ЃЈ3ЃЉаЮзДИДдгЁЂГпДчЗБЖрЁЂЛЎЯпгыМьВтРЇФбЕФВПЮЛЃЛ
ЃЈ4ЃЉгУЭЈгУЯГДВМгЙЄЪБФбвдЙлВьЁЂВтСПКЭПижЦНјИјЕФФкЭтАМВлЃЛ
ЃЈ5ЃЉвдГпДчаЕїЕФИпОЋЖШПзКЭУцЃЛ
ЃЈ6ЃЉФмдквЛДЮАВзАжаЫГДјЯГГіРДЕФМђЕЅБэУцЛђаЮзДЃЛ
ЃЈ7ЃЉгУЪ§ПиЯГЯїЗНЪНМгЙЄКѓЃЌФмГЩБЖЬсИпЩњВњТЪЃЌДѓДѓМѕЧсРЭЖЏЧПЖШЕФвЛАуМгЙЄФкШнЁЃ
2ЁЂСуМўЭМбљЕФЙЄвеадЗжЮі
ЁЁЁЁИљОнЪ§ПиЯГЯїМгЙЄЕФЬиЕуЃЌЖдСуМўЭМбљНјааЙЄвеадЗжЮіЪБЃЌгІжївЊЗжЮігыПМТЧвдЯТвЛаЉЮЪЬтЁЃ
ЃЈ1ЃЉСуМўЭМбљГпДчЕФе§ШЗБъзЂ
|
 |
|
ЭМ4.19
СуМўГпДчЙЋВюДјЕФЕїећ |
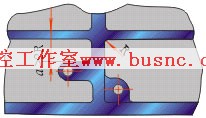
ЁЁЁЁгЩгкМгЙЄГЬађЪЧвдзМШЗЕФзјБъЕуРДБржЦЕФЃЌвђДЫЃЌИїЭМаЮМИКЮдЊЫиМфЕФЯрЛЅЙиЯЕЃЈШчЯрЧаЁЂЯрНЛЁЂДЙжБКЭЦНааЕШЃЉгІУїШЗЃЌИїжжМИКЮдЊЫиЕФЬѕМўвЊГфЗжЃЌгІЮов§Ц№УЌЖмЕФЖргрГпДчЛђепгАЯьЙЄађАВХХЕФЗтБеГпДчЕШЁЃР§ШчЃЌСуМўдкгУЭЌвЛАбЯГЕЖЁЂЭЌвЛИіЕЖОпАыОЖВЙГЅжЕБрГЬМгЙЄЪБЃЌгЩгкСуМўТжРЊИїДІГпДчЙЋВюДјВЛЭЌЃЌШчдкЭМ4.19жаЃЌОЭКмФбЭЌЪББЃжЄИїДІГпДчдкГпДчЙЋВюЗЖЮЇФкЁЃетЪБвЛАуВЩШЁЕФЗНЗЈЪЧЃКМцЙЫИїДІГпДчЙЋВюЃЌдкБрГЬМЦЫуЪБЃЌИФБфТжРЊГпДчВЂвЦЖЏЙЋВюДјЃЌИФЮЊЖдГЦЙЋВюЃЌВЩгУЭЌвЛАбЯГЕЖКЭЭЌвЛИіЕЖОпАыОЖВЙГЅжЕМгЙЄЃЌЖдЭМ4.19жаРЈКХФкЕФГпДчЃЌЦфЙЋВюДјОљзїСЫЯргІИФБфЃЌМЦЫугыБрГЬЪБгУРЈКХФкГпДчРДНјааЁЃ
ЃЈ2ЃЉЭГвЛФкБкдВЛЁЕФГпДч
ЁЁЁЁМгЙЄТжРЊЩЯФкБкдВЛЁЕФГпДчЭљЭљЯожЦЕЖОпЕФГпДчЁЃ
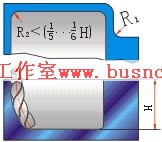
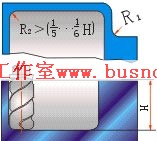
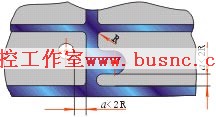
1ЃЉФкБкзЊНгдВЛЁАыОЖR
ЁЁЁЁШчЭМ4.20ЫљЪОЃЌЕБЙЄМўЕФБЛМгЙЄТжРЊИпЖШHНЯаЁЃЌФкБкзЊНгдВЛЁАыОЖRНЯДѓЪБЃЌдђПЩВЩгУЕЖОпЧаЯїШаГЄЖШLНЯаЁЃЌжБОЖDНЯДѓЕФЯГЕЖМгЙЄЁЃетбљЃЌЕзУцAЕФзпЕЖДЮЪ§НЯЩйЃЌБэУцжЪСПНЯКУЃЌвђДЫЃЌЙЄвеадНЯКУЁЃЗДжЎШчЭМ4.21ЃЌЯГЯїЙЄвеаддђНЯВюЁЃ
ЁЁЁЁЭЈГЃЃЌЕБR<0.2HЪБЃЌдђЪєЙЄвеадНЯВюЁЃ
|
 |

|
|
ЭМ4.20ЁЁRНЯДѓЪБ |
ЭМ4.21ЁЁRНЯаЁЪБ |
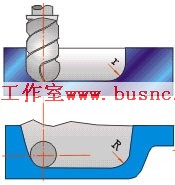
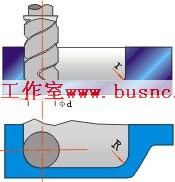
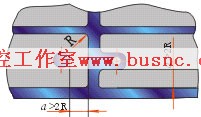
2ЃЉФкБкгыЕзУцзЊНгдВЛЁАыОЖr
ЁЁЁЁШчЭМ4.22ЃЌЯГЕЖжБОЖDвЛЖЈЪБЃЌЙЄМўЕФФкБкгыЕзУцзЊНгдВЛЁАыОЖrдНаЁЃЌЯГЕЖгыЯГЯїЦНУцНгДЅЕФзюДѓжБОЖd=D-2rвВдНДѓЃЌЯГЕЖЖЫШаЯГЯїЦНУцЕФУцЛ§дНДѓЃЌдђМгЙЄЦНУцЕФФмСІдНЧПЃЌвђЖјЃЌЯГЯїЙЄвеаддНКУЁЃЗДжЎЃЌЙЄвеаддНВю,ШчЭМ4.23ЫљЪОЁЃ
ЁЁЁЁЕБЕзУцЯГЯїУцЛ§ДѓЃЌзЊНгдВЛЁАыОЖrвВНЯДѓЪБЃЌжЛФмЯШгУвЛАбrНЯаЁЕФЯГЕЖМгЙЄЃЌдйгУЗћКЯвЊЧѓrЕФЕЖОпМгЙЄЃЌЗжСНДЮЭъГЩЧаЯїЁЃ
ЁЁЁЁзмжЎЃЌвЛИіСуМўЩЯФкБкзЊНгдВЛЁАыОЖГпДчЕФДѓаЁКЭвЛжТадЃЌгАЯьзХМгЙЄФмСІЁЂМгЙЄжЪСПКЭЛЛЕЖДЮЪ§ЕШЁЃвђДЫЃЌзЊНгдВЛЁАыОЖГпДчДѓаЁвЊСІЧѓКЯРэЃЌАыОЖГпДчОЁПЩФмвЛжТЃЌжСЩйвЊСІЧѓАыОЖГпДчЗжзщППТЃЃЌвдИФЩЦЯГЯїЙЄвеадЁЃ
|

|

|
|
ЭМ4.22ЁЁrНЯаЁ |
ЭМ4.23 rНЯДѓ |
3ЁЂБЃжЄЛљзМЭГвЛЕФддђ
ЁЁЁЁгааЉЙЄМўашвЊдкЯГЯїЭъвЛУцКѓЃЌдйжиаТАВзАЯГЯїСэвЛУцЃЌгЩгкЪ§ПиЯГЯїЪБЃЌВЛФмЪЙгУЭЈгУЯГДВМгЙЄЪБГЃгУЕФЪдЧаЗНЗЈРДНгЕЖЃЌвђДЫЃЌзюКУВЩгУЭГвЛЛљзМЖЈЮЛЁЃ
4ЁЂЗжЮіСуМўЕФБфаЮЧщПі
ЁЁЁЁЯГЯїЙЄМўдкМгЙЄЪБЕФБфаЮЃЌНЋгАЯьМгЙЄжЪСПЁЃетЪБЃЌПЩВЩгУГЃЙцЗНЗЈШчДжЁЂОЋМгЙЄЗжПЊМАЖдГЦШЅгрСПЗЈЕШЃЌвВПЩВЩгУШШДІРэЕФЗНЗЈЃЌШчЖдИжМўНјааЕїжЪДІРэЃЌЖдж§ТСМўНјааЭЫЛ№ДІРэЕШЁЃМгЙЄБЁАхЪБЃЌЧаЯїСІМАБЁАхЕФЕЏадЭЫШУМЋвзВњЩњЧаЯїУцЕФеёЖЏЃЌЪЙБЁАхКёЖШГпДчЙЋВюКЭБэУцДжВкЖШФбвдБЃжЄЃЌетЪБЃЌгІПМТЧКЯЪЪЕФЙЄМўзАМаЗНЪНЁЃ
ЁЁЁЁзмжЎЃЌМгЙЄЙЄвеШЁОігкВњЦЗСуМўЕФНсЙЙаЮзДЃЌГпДчКЭММЪѕвЊЧѓЕШЁЃдкБэ4.2жаИјГіСЫИФНјСуМўНсЙЙЬсИпЙЄвеадЕФвЛаЉЪЕР§ЁЃ
Бэ4.2 ИФНјСуМўНсЙЙЬсИпЙЄвеад
|
ЬсИпЙЄвеадЗНЗЈ |
НсЙЙ |
НсЙћ |
|
ИФНјЧА |
ИФНјКѓ |
|
ЯГЁЁЁЁМгЁЁЁЁЙЄ |
|
ИФНјФкБкаЮзД |
 |
 |
ПЩВЩгУНЯИпИеадЕЖОп |
|
ЭГвЛдВЛЁГпДч |
 |
 |
МѕЩйЕЖОпЪ§КЭИќЛЛЕЖОпДЮЪ§ЃЌМѕЩйИЈжњЪБМф |
|
бЁдёКЯЪЪЕФдВЛЁАыОЖRКЭr |
 |
 |
ЬсИпЩњВњаЇТЪ |
|
гУСНУцЖдГЦНсЙЙ |
 |
 |
МѕЩйБрГЬЪБМфЃЌМђЛЏБрГЬ |
|
КЯРэИФНјЭЙЬЈЗжВМ |
 |
 |
МѕЩйМгЙЄРЭЖЏСП |
|
 |
|
ИФНјНсЙЙаЮзД |
 |
 |
МѕЩйМгЙЄРЭЖЏСП |
|
 |
 |
МѕЩйМгЙЄРЭЖЏСП |
|
ИФНјГпДчБШР§ |
 |
 |
ПЩгУНЯИпИеЖШЕЖОпМгЙЄЃЌЬсИпЩњВњТЪ |
|
дкМгЙЄКЭВЛМгЙЄБэУцМфМгШыЙ§ЖЩ |
 |
 |
МѕЩйМгЙЄРЭЖЏСП |
|
ИФНјСуМўМИКЮаЮзД |
 |
 |
аБУцНюДњЬцНзЬнНюЃЌНкдМВФСЯ |
5ЁЂСуМўЕФМгЙЄТЗЯп
ЃЈ1ЃЉЯГЯїТжРЊБэУц
дкЯГЯїТжРЊБэУцЪБвЛАуВЩгУСЂЯГЕЖВрУцШаПкНјааЧаЯїЁЃЖдгкЖўЮЌТжРЊМгЙЄЃЌЭЈГЃВЩгУЕФМгЙЄТЗЯпЮЊЃК
1)ДгЦ№ЕЖЕуЯТЕЖЕНЯТЕЖЕу
2)биЧаЯђЧаШыЙЄМўЃЛ
3)ТжРЊЧаЯїЃЛ
4)ЕЖОпЯђЩЯЬЇЕЖЃЌЭЫРыЙЄМўЃЛ
5)ЗЕЛиЦ№ЕЖЕуЁЃ
ЃЈ2ЃЉЫГЯГКЭФцЯГЖдМгЙЄгАЯь
ЁЁЁЁдкЯГЯїМгЙЄжаЃЌВЩгУЫГЯГЛЙЪЧФцЯГЗНЪНЪЧгАЯьМгЙЄБэУцДжВкЖШЕФживЊвђЫижЎвЛЁЃФцЯГЪБЧаЯїСІFЕФЫЎЦНЗжСІFXЕФЗНЯђгыНјИјдЫЖЏVfЗНЯђЯрЗДЃЌЫГЯГЪБЧаЯїСІFЕФЫЎЦНЗжСІFXЕФЗНЯђгыНјИјдЫЖЏVfЕФЗНЯђЯрЭЌЁЃЯГЯїЗНЪНЕФбЁдёгІЪгСуМўЭМбљЕФМгЙЄвЊЧѓЃЌЙЄМўВФСЯЕФаджЪЁЂЬиЕувдМАЛњДВЁЂЕЖОпЕШЬѕМўзлКЯПМТЧЁЃЭЈГЃЃЌгЩгкЪ§ПиЛњДВДЋЖЏВЩгУЙіжщЫПИмНсЙЙЃЌЦфНјИјДЋЖЏМфЯЖКмаЁЃЌЫГЯГЕФЙЄвеадОЭгХгкФцЯГЁЃ
ЁЁЁЁШчЭМ4.24aЫљЪОЮЊВЩгУЫГЯГЧаЯїЗНЪНОЋЯГЭтТжРЊ,ЭМ4.24bЫљЪОЮЊВЩгУФцЯГЧаЯїЗНЪНОЋЯГаЭЧЛТжРЊ,ЭМ4.24cЫљЪОЮЊЫГЁЂФцЯГЪБЕФЧаЯїЧјгђЁЃ
|
 |
 |
 |
|
a)ЫГЯГ |
b)ФцЯГ |
c)ЧаШыКЭЭЫЕЖЧј |
|
ЭМ4.24
ЫГЯГКЭФцЯГЧаЯїЗНЪН |
ЁЁЁЁЭЌЪБЃЌЮЊСЫНЕЕЭБэУцДжВкЖШжЕЃЌЬсИпЕЖОпФЭгУЖШЃЌЖдгкТСУОКЯН№ЁЂюбКЯН№КЭФЭШШКЯН№ЕШВФСЯЃЌОЁСПВЩгУЫГЯГМгЙЄЁЃЕЋШчЙћСуМўУЋХїЮЊКкЩЋН№ЪєЖЭМўЛђж§МўЃЌБэЦЄгВЖјЧвгрСПвЛАуНЯДѓЃЌетЪБВЩгУФцЯГНЯЮЊКЯРэЁЃ
ЁЁ |
