|
CNC铣床如图1所示。因无自动刀具交换装置(
ATC , Automatic Toos Changer )及刀具库,故必须用手动方式换刀。图2所示为立式综合切削中心机。图3所示为卧式综合切削中心机。综合切削中心机
( MC , Machine Center )
因具备ATC及刀具库,故可将使用的刀具预先安排存放于刀具库内,需要时再下指令,由ATC自动换刀。所以综合切削中心机即CNC铣床加上ATC及刀具库。
|
|
 |
 |
|
|
|
图1 CNC铣床 |
图2 立式综合切削中心机 |
|
|

|
|
图4 图盘型刀具库 |

|
|
图3 卧式综合切削中心机 |
| |
|
|
|
刀具库有二种:圆盘型,如图4所示。链条型,如图5所示。圆盘型刀具库用于刀具数目较少者,且换刀方式大都采用无臂式的换刀,换刀速度较慢,但故障率较少。键条型刀具库用于刀具数目较多者,且换刀方式大都采用有臂式的换刀,换刀速度较快。有臂式的换刀臂如图6所示。
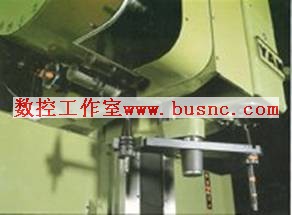
综合切削中心机为了减少装置工件的时间,大型工件常使用自动梭台交换装置(APC,Automatic
Pallete Changer);如图7所示;小型工件可用机械手(Robot)
上下工件。如图8所示。
|
 |
 |
|
图5 链条型刀具库 |
图6 有臂式的换刀臂 |
|
 |
 |
|
图7 卧式综合切削中心机附自动梭台交换装置 |
图8 立式综合切削中心机附机械手 |
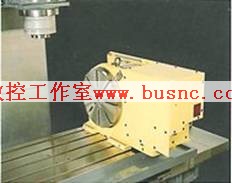
综合切削中心机为了增加加工复杂性,常在床台上加装第四轴旋转轴,如图9所示,甚至增加两旋转轴成为5轴加工机,如图10所示。5轴加工机主要应用于几何外形复杂的航天零件加工及模具加工。 |