|
|
|
|
|
数控铣削加工零件毛坯的工艺性分析要点 |
|
|
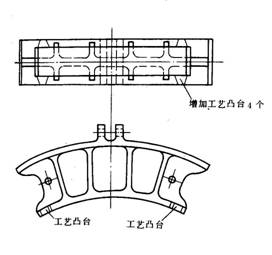
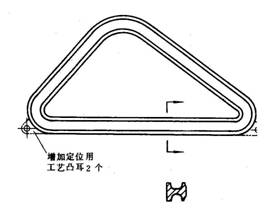
在对零件图进行工艺性分析后,还应结合数控铣削的特点,对所用毛坯(常为板料、铸件自由锻及模锻件)进行工艺性分析,否则,如果毛坯不适合数控铣削,加工将很难进行下去;甚至会造成前功尽弃的后果。这方面的教训在实际工作中也是不少见的,应引起充分重视。根据经验,下列几方面应作为毛坯工艺性分析的要点: ①毛坯的加工余量是否充分,批量生产时的毛坏余量是否稳定。 毛坯主要指锻、铸件,因模锻时的欠压量与允许的错模量会造成余量多少不等,铸造时也会因沙型误差、收缩量及金属液体的流动性差不能充满型腔等造成余量不等。此外,锻、铸后,毛坯的翘曲与扭曲变形量的不同也会造成加工余量不充分、不稳定。在通用铣削工艺中,对上述情况常常采用划线时串位借料的方法来解决。但是在采用数控铣削时,―次定位将决定工件的“命运”,加工过程的自动化很难照顾到何处余量不足的问题。因此,除板料外,不管是锻件、铸件还是型材,只要准备采用数控铣削加工,其加工面均应有较充分的余量。经验表明,数控铣削中最难保证的是加工面与非加工面之间的尺寸,这一点应该引起特别重视。在这种情况下,如果已确定或准备采用数控铣削,就应事先对毛坯的设计进行必要更改或在设计时就加以充分考虑,即在零件图纸注明的非加工面处也增加适当余量。 ②分析毛坯在安装定位方面的适应性。 主要是考虑毛坯在加工时的安装定位方面的可靠性与方便性,以便充分发挥数控铣削在一次安装中加工出许多待加工面。主要是考虑要不要另外增加装夹余量或工艺凸台来定位与夹紧,什么地方可以制出工艺孔或要不要另外准备工艺凸耳来特制工艺孔。值得注意的是,对某些看上去很难定位安装的或缺少定位基准孔与定位面的工件,只要在毛坯上想想办法,就迎刃而解了。如图c所示工件,加工上下腹板与内外轮廓时因缺少定位安装面造成装夹困准,但只要在上下两筋上分别增加两个工艺台就可以较好地解决该工件的装夹困难问题。再如图d所示,该工件缺少定位用的基准孔,用其他方法很难保工件定位精度,如果在图示位置增加两个工艺凸耳,在凸耳上制出走位基准孔,这一问题就能得到圆满的解决。对于增加的工艺凸台或凸耳,可以在它们完成定位安裴使命后通过补加工去掉。
图c 图d ③分析毛坯的余量大小及均匀性。 主要是考虑在加工时要不要分层切削,分几层切削,也要分析加工中与加工后的变形程度,考虑是否应采取预防性措施与补救措施。如对于热轧中、厚铝板,经淬火时效后很容易在加工中与加工后变形,最好采用经预拉伸处理后的淬火板坯。 |
 |