|
|
|
|
|
����ϳ������������ѡ�� ���ѡ���������� |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
�� �����ػ����ϼӹ����ʱ������������Ԥ�ȱ�������У��������ӹ�����£��˹�����ı䡣ֻ�����Լӹ�������쳣���ʱ����ͨ�����ʵ�����ť������ֵ���������������˳�����ѡ�õ���������Ӧ����ѵġ�����������������ֻ����������������ػ����ļӹ����ȡ����������������ʣ����ͼӹ��ɱ��� Ӱ�����������������У� ���� ����������ѡ������ڻ������������ʡ��������������Լ�����ת�ٷ�Χ�������ٶȷ�Χ֮�ڡ����������ߡ�����ϵͳ�ĸ���������������������Ҫ���ء�����������ѡ��Ӧʹ���������ߡ�����ϵͳ�������ϴ�ġ��������������������ȶ��Ժã��ȱ���С�����ʵ��Ӵ����������� ���� ���߲�����Ӱ��������������Ҫ���ء���6-2�dz��õ��߲��ϵ����ܱȽϡ� ���ػ������õĵ��߶���ÿ�תλ��Ƭ�����е�Ƭ��������һ�������������е�Ƭ�IJ��Ϻ���״�ߴ����������е������ٶȺͽ���������Ӧ�����뵶�߲�����ȥ������Ƭ�IJ���������й��ֲἰ��Ʒ������ ��6-2 ���õ��߲��ϵ����ܱȽ�
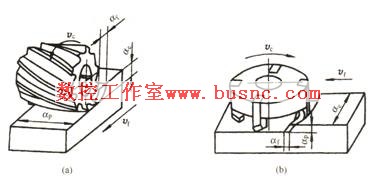
���� ��ͬ�Ĺ�������Ҫ������֮��Ӧ�ĵ��߲��ϡ���Ƭ���ͣ�Ҫע��������ԡ������������õı�־�ǣ��ڸ�����������Ч���γ���м��ͬʱ���н�С�ĵ���ĥ��ͽϺõı���ӹ��������ϸߵ������ٶȡ���С�����Ե����ͽ����������Ի�ýϺõı���ֲڶȡ������ĺ������ٶȡ���С�����Ե����ͽ��������Եõ��ϸߵļӹ����ȡ� ��ȴҺ ��ȴҺͬʱ������ȴ�������á������������̲����������ȣ������������ߡ��оߺͻ��������������ٵ����빤����Ħ����ĥ����ߵ���������������ӹ�������ʹ����ȴҺ��ͨ���������������������ȴҺ���붨�ڸ������Է������ϻ�����ʴ�������������������ر���ˮ������ȴҺ�� ���Ͻ����˻��������ߡ���������ȴҺ������������Ӱ�졣����������ѡ��ԭ��ο�2.3.3��4.2.2�����ݣ�������Ҫ����ϳ���ӹ�����������ѡ��ԭ�� ϳ���ӹ����������������������ٶȡ������ٶȡ����Ե����Ͳ�Ե������ӵ������öȳ���������������ѡ���ǣ���ѡ�Ե������Ե��������ѡ������ٶȣ����ȷ�������ٶȡ� 1.���Ե���ap���Ե���ae ���Ե���apΪƽ����ϳ�����߲�����������ߴ磬��λΪ�L����ϳʱ��apΪ��������ȣ���Բ��ϳ��ʱ��Ϊ���ӹ�����Ŀ��ȡ���Ե���aeΪ��ֱ��ϳ�����߲�����������ߴ磬��λΪ�L����ϳʱ��aeΪ���ӹ�������ȣ���Բ��ϳ��ʱ��aeΪ��������ȣ���ͼ6-29��
���Ե������Ե�����ѡȡ��Ҫ�ɼӹ������ͶԱ���������Ҫ������� �� ����������ֲڶ�ֵҪ��ΪRa=12.5��25��mʱ�����Բ��ϳ���ӹ�����С��5�L������ϳ���ӹ�����С��6�L����ϳһ�ν����Ϳ��ԴﵽҪ�����������ϴ���ϵͳ���Խϲ�������������ʱ���ɷ�Ϊ���ν�����ɡ� �� ����������ֲڶ�ֵҪ��ΪRa=3.2��12.5��mʱ��Ӧ��Ϊ��ϳ�Ͱ뾫ϳ�������С���ϳʱ���Ե������Ե���ѡȡͬǰ����ϳ����0.5��1.0�L�������ڰ뾫ϳʱ�г��� �� ����������ֲڶ�ֵҪ��ΪRa=0.8��3.2��mʱ��Ӧ��Ϊ��ϳ���뾫ϳ����ϳ�������С��뾫ϳʱ���Ե������Ե���ȡ1.5��2�L����ϳʱ��Բ��ϳ��Ե���ȡ0.3��0.5 �L����ϳ�����Ե���ȡ0.5��1 �L�� 2.������f�������ٶ�Vf��ѡ�� ϳ���ӹ��Ľ�����f���L/r����ָ����תһ�ܣ������뵶���ؽ����˶���������λ�����������ٶ�Vf���L/min���ǵ�λʱ���ڹ�����ϳ���ؽ�����������λ�����������ٶ���������Ĺ�ϵΪVf = nf��nΪϳ��ת�٣���λr /min����������������ٶ�������ϳ���ӹ����������е���Ҫ��������������ı���ֲڶȡ��ӹ�����Ҫ�����������ϵ����أ��ο����������ֲ�ѡȡ��ͨ��ѡȡÿ�ݽ�����fz���ٸ��ݹ�ʽf =Zfz��ZΪϳ�����������㡣 ÿ�ݽ�����fz��ѡȡ��Ҫ���ݹ������ϵ���ѧ���ܡ����߲��ϡ���������ֲڶȵ����ء���������ǿ�Ⱥ�Ӳ��Խ�ߣ�fzԽС����֮��Խ��Ӳ�ʺϽ�ϳ����ÿ�ݽ���������ͬ����ٸ�ϳ������������ֲڶ�Ҫ��Խ�ߣ�fz��ԽС��ÿ�ݽ�������ȷ���ɲο���6-3ѡȡ���������Բ��ǿ�ȵ�ʱ��Ӧȡ��Сֵ�� ��6-3 ϳ��ÿ�ݽ������ο�ֵ
3.�����ٶ�Vc ϳ���������ٶ�Vc�뵶�ߵ����öȡ�ÿ�ݽ����������Ե�������Ե����Լ�ϳ�������ɷ��ȣ�����ϳ��ֱ�������ȡ���ԭ���ǵ�fz��ap��ae��Z����ʱ�����и������ӣ�����ͬʱ�����ij���Ҳ���࣬ʹ���������ӣ�����ĥ��ӿ죬�Ӷ������������ٶȵ���ߡ�Ϊ��ߵ������ö�����ʹ�ýϵ͵������ٶȡ����ǼӴ�ϳ��ֱ����ɸ���ɢ��������������������ٶȡ� ϳ���ӹ��������ٶ�Vc�ɲο���6-4ѡȡ��Ҳ�ɲο��й����������ֲ��еľ��鹫ʽͨ������ѡȡ�� ��6-4 ϳ���ӹ��������ٶȲο�ֵ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �� |
 |