刀具长度补偿指令格式如下:
格式:G43(G44)
Z H
其中: Z为补偿轴的终点值。H为刀具长度偏移量的存储器地址。
把编程时假定的理想刀具长度与实际使用的刀具长度之差作为偏置设定在偏置存储器中,该指令不改变程序就可以实现对Z轴(或X、Y轴)运动指令的终点位置进行正向或负向补偿。
使用G43指令时,实现正向偏置;用G44指令时,实现负向偏置。无论是绝对指令还是增量指令,由H代码指定的已存入偏置存储器中的偏置值在G43时加,在G44时则是从Z轴(或X、Y轴)运动指令的终点坐标值中减去。计算后的坐标值成为终点。
取消长度补偿指令格式:
G49 Z(或X或Y)
实际上,它和指令G44/G43
Z H00的功能是一样的。G43、G44、G49为模态指令,它们可以相互注销。
下面是一包含刀具长度补偿指令的程序,其刀具运动过程如图1所示。
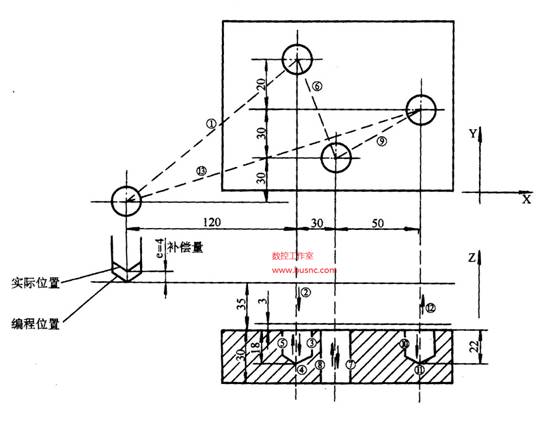
图1
刀具长度补偿加工
H01=-4.0(偏移值)
N10 G91 G00 X120.0 Y80.0 M03 S500;
N20 G43 Z-32.0 H01;
N30 G01 Z-21.0 F1000;
N40 G04 P2000;
N50 G00 Z21.0;
N60 X30.0 Y-50.0;
N70 G01 Z-41.0;
N80 G00 Z41.0;
N90 X50.0 Y30.0;
N100 G01 Z-25.0;
N110 G04 P2000;
N120 G00 Z57.0 H00;
N130 X-200.0 Y-60.0 M05 M03;
由于偏置号的改变而造成偏置值的改变时,新的偏置值并不加到旧偏置值上。例如,H01的偏置值为20.0,H02的偏置值为30.0时
G90 G43 Z100.0 H01 Z将达到120.0
G90 G43 Z100.0 H02 Z将达到130.0
刀具长度补偿同时只能加在一个轴上,下面的指令将出现报警。在必须进行刀具长度补偿轴的切换时,要取消一次刀具长度补偿。
G43 Z H
G43 X H
