|
|
|
|
|
数控铣床坐标位置的表示方式:绝对值和增量值 |
|||||||||||||||||||||||||||||||
|
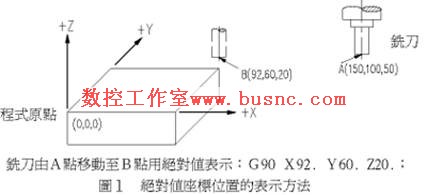
CNC程序除了一些基本设定,如程序原点,刀具号码,主轴转速,进给速率等外,最主要的是命令刀具移动或切削至某一坐标位置。而坐标位置的表示有绝对值和增量值两种。绝对值是以"程序原点"为依据来表示坐标位置。增量值是以"前一点"为依据来表示两点间实际的向量值(包括距离和方向)。
绝对值指令格式:G90 X__Y__Z__;
增量值指令格式:G91 X__Y__Z__;
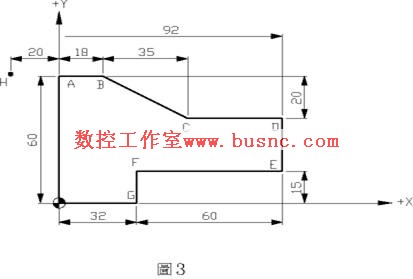
在使用上,大都以绝对值和增量值混合使用较多。简而言之,不用加减计算即可得到坐标 位置,则以那种方式表示之,因比较方便也。兹以图3所示之工件图说明之。
假设铣刀已定位至H点,接着沿A→B→C→D→E→F→G→程序原点→A点,完成轮廓切削的程序如下:
|
 |