|
|
|
|
|
КэїШПіґІ¶Фµ¶ѕЯµДТЄЗуј°Піµ¶µДЦЦАа |
|
|
ЈЁ1Ј©¶Фµ¶ѕЯµДТЄЗу 1Ј©Піµ¶ёХРФТЄєГ Т»КЗОЄМбёЯЙъІъР§ВК¶шІЙУГґуЗРПчУГБїµДРиТЄЈ»¶юКЗОЄККУ¦КэїШПіґІјУ№¤№эіМЦРДСТФµчХыЗРПчУГБїµДМШµгЎЈµ±№¤јюёчґ¦µДјУ№¤УаБїПаІоРьКвК±Ј¬НЁУГПіґІУцµЅХвЦЦЗйїцєЬИЭТЧІЙИЎ·ЦІгПіПч·Ѕ·ЁјУТФЅвѕцЈ¬¶шКэїШПіПчѕН±ШРл°ґіМРт№ж¶ЁµДЧЯµ¶В·ПЯЗ°ЅшЈ¬УцµЅУаБїґуК±ОЮ·ЁПуНЁУГПіґІДЗСщЎ°Лж»ъУ¦±дЎ±Ј¬іэ·ЗФЪ±аіМК±ДЬ№»Ф¤ПИїјВЗµЅЈ¬·сФтПіµ¶±ШРл·µ»ШФµгЈ¬УГёД±дЗРПчГжёЯ¶И»тјУґуµ¶ѕЯ°лѕ¶І№іҐЦµµД·Ѕ·ЁґУН·їЄКјјУ№¤Ј¬¶аЧЯјёµ¶ЎЈµ«ХвСщКЖ±ШФміЙУаБїЙЩµДµШ·ЅѕіЈЧЯїХµ¶Ј¬ЅµµНБЛЙъІъР§ВКЈ¬И絶ѕЯёХРФЅПєГѕНІ»±ШХвГґ°мЎЈ 2Ј©Піµ¶µДДНУГ¶ИТЄёЯ УИЖдКЗµ±Т»°СПіµ¶јУ№¤µДДЪИЭєЬ¶аК±Ј¬И絶ѕЯІ»ДНУГ¶шДҐЛрЅПїмЈ¬ѕН»бУ°П칤јюµД±нГжЦКБїУлјУ№¤ѕ«¶ИЈ¬¶шЗТ»бФцјУ»»µ¶ТэЖрµДµчµ¶Ул¶Фµ¶ґОКэЈ¬ТІ»бК№№¤Чч±нГжБфПВТт¶Фµ¶ОуІо¶шРОіЙµДЅУµ¶МЁЅЧЈ¬ЅµµНБЛ№¤јюµД±нГжЦКБїЎЈ іэЙПКцБЅµгЦ®НвЈ¬Піµ¶ЗРПчИРµДјёєОЅЗ¶ИІОКэµДСЎФсј°ЕЕРјРФДЬµИТІ·ЗіЈЦШТЄЈ¬ЗРРјХіµ¶РОіЙ»эРјБцФЪКэїШПіПчЦРКЗК®·ЦјЙ»дµДЎЈЧЬЦ®Ј¬ёщѕЭ±»јУ№¤№¤јюІДБПµДИИґ¦АнЧґМ¬ЎўЗРПчРФДЬј°јУ№¤УаБїЈ¬СЎФсёХРФєГЈ¬ДНУГ¶ИёЯµДПіµ¶Ј¬КЗід·Ц·ў»УКэїШПіґІµДЙъІъР§ВКєН»сµГВъТвµДјУ№¤ЦКБїµДЗ°МбЎЈ ЈЁ2Ј©іЈУГПіµ¶ЦЦАа 1Ј©ЕМПіµ¶ Т»°гІЙУГФЪЕМЧґµ¶МеЙП»ъјРµ¶Ж¬»тµ¶Н·ЧйіЙЈ¬іЈУГУЪ¶ЛПіЅПґуµДЖЅГжЎЈ 2Ј©¶ЛПіµ¶ ¶ЛПіµ¶КЗКэїШПіјУ№¤ЦРЧоіЈУГµДТ»ЦЦПіµ¶Ј¬№г·єУГУЪјУ№¤ЖЅГжАаБгјюЈ¬Нј4-3КЗБЅЦЦЧоіЈјыµД¶ЛПіµ¶ЎЈ¶ЛПіµ¶іэУГЖд¶ЛИРПіПчНвЈ¬ТІіЈУГЖдІаИРПіПчЈ¬УРК±¶ЛИРЎўІаИРН¬К±ЅшРРПіПчЈ¬¶ЛПіµ¶ТІїЙіЖОЄФІЦщПіµ¶ЎЈ
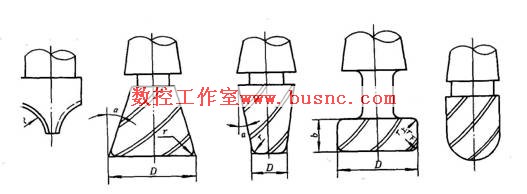
Нј 4-3 3Ј©іЙРНПіµ¶ іЙРНПіµ¶Т»°г¶јКЗОЄМШ¶ЁµД№¤јю»тјУ№¤ДЪИЭЧЁГЕЙијЖЦЖФмµДЈ¬ККУГУЪјУ№¤ЖЅГжАаБгјюµДМШ¶ЁРОЧґЈЁИзЅЗ¶ИГжЎў°јІЫГжµИЈ©Ј¬ТІККУГУЪМШРОїЧ»тМЁЎЈНј4-4КѕіцµДКЗјёЦЦіЈУГµДіЙРНПіµ¶ЎЈ
Нј 4-4 4Ј©ЗтН·Піµ¶ЎЈККУГУЪјУ№¤їХјдЗъГжБгјюЈ¬УРК±ТІУГУЪЖЅГжАаБгјюЅПґуµДЧЄЅУ°јФІ»ЎµДІ№јУ№¤ЎЈНј4-5КЗТ»ЦЦіЈјыµДЗтН·Піµ¶ЎЈ
Нј 4-5 Нј 4-6 5Ј©№ДРОПіµ¶ЎЈНј4-6КЗТ»ЦЦµдРНµД№ДРОПіµ¶Ј¬ЦчТЄУГУЪ¶Ф±дР±ЅЗАаБгјюµД±дР±ЅЗГжµДЅьЛЖјУ№¤ЎЈ іэЙПКцјёЦЦАаРНµДПіµ¶НвЈ¬КэїШПіґІТІїЙК№УГёчЦЦНЁУГПіµ¶ЎЈµ«ТтІ»ЙЩКэїШПіґІµДЦчЦбДЪУРМШКвµДАµ¶Ч°ЦГЈ¬»тТтЦчЦбДЪїЧЧ¶¶ИУР±рЈ¬РлЕдЦЖ№э¶ЙМЧєНАёЛЎЈ |
| ЎЎ |
 |