|
G02��˳ʱ�뷽��CW��Բ��������
����G03����ʱ�뷽��CCW��Բ��������
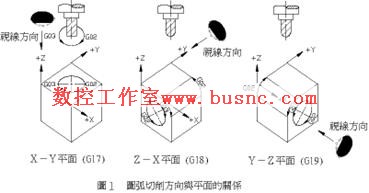
��������Բ����������G02��G03��������ϳ������������ģ����ڲ�ͬƽ������Բ����������G02��G03����ͼ1��ʾ���䶨�巽ʽ������������ϵͳ�����߳���ƽ�洹ֱ�����������������˳ʱ��ΪG02����ʱ��ΪG03��
ָ���ʽ��
һ��X��Yƽ���ϵ�Բ��

����Z��Xƽ���ϵ�Բ��

����Y��Zƽ���ϵ�Բ��

ָ�����ַ�����壺
|
X��Y��Z�� |
�յ�����λ�ã����þ���ֵ��G90��������ֵ��G91����ʾ�� |
|
R��Բ���뾶���뾶ֵ��ʾ������R��ʾ���ֳ�Ϊ�뾶������ |
|
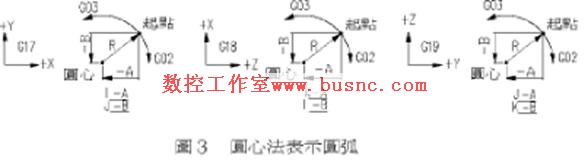
I��J��K�� |
��Բ����㵽Բ��λ�ã���X��Y��Z���ϵķ�������
����I��J��K��ʾ���ֳ�ΪԲ�ķ�����
X��ķ������õ�ַI��ʾ��
Y��ķ������õ�ַJ��ʾ��
Z��ķ������õ�ַK��ʾ��
|
|
F�������������ʣ���λmm
�� min�� |
Բ���ı�ʾ��Բ�ķ����뾶�����֣��ȷ������£�
|
1.�뾶���� |
��R��ʾԲ���뾶���뾶ֵ��ʾ���˷�����㼰�յ��Բ���뾶����ʾһԲ������Բ�ϻ��ж��λ����֣���ͼ2��ʾ������R����ֵʱ����ʾԲ�ĽǨQ180����֮����R
�Ǹ�ֵʱ����ʾԲ�Ľǣ�180����֮���� |
����ͼ2�У�R
��
50mm���յ��������ֵΪ��100.��80.����
|
��1�� |
Բ�Ľǣ�180��֮Բ������·��B��
G90 G03 X100.
Y80. R -50. F80�� |
�� |
|
��2�� |
Բ�ĽǨQ180��֮Բ������·��A��
G90 G03 X100.
Y80. R50. F80�� |
�� |
|
�� |
2.Բ�ķ��� |
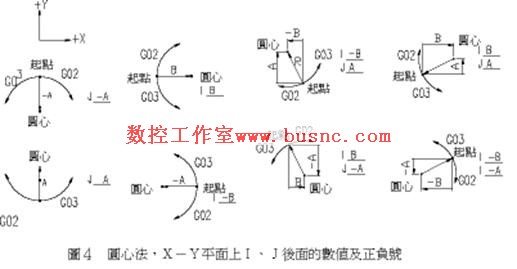
I�� J��K�������ֵ�Ƕ���Ϊ��Բ����㵽Բ��λ�ã���X��Y��Z����֮������ֵ������ͼ3��ͼ4˵����
|
| �� |
�� |
�� |
�� |
CNCϳ����ʹ�ð뾶����Բ�ķ�����ʾһԲ�����˿�����ͼ�ϵijߴ��ʾ��������ʹ�ýϷ����ߣ������ü��㣬���ɿ�����ֵ�ߣ�Ϊȡ�ᡣ��������Ҫϳ��һȫԲʱ��ֻ����Բ�ķ���ʾ���뾶����ִ�С����ð뾶���Զ�����Բ���
������Բ������̫��
��ͼ5ϳ��һȫԲ��ָ��д����
����G02
I -50.��
����ͼ6Ϊ����˵��G01��G02��G03ָ����÷������赶���ɳ���ԭ������������ϳ����
|
�� |
|
|
G90 G01 Y12. F80��
|
��������ԭ��
��
A |
|
G02 X38.158 Y40.
I38. 158 J -12.�� |
����
A ��
B |
|
G91 G01 X11.�� |
����
B ��
C |
|
G03 X24. R12.�� |
����
C ��
D |
|
G01 X8.�� |
����
D ��
E |
|
G02 X10. Y -10.
R10.�� |
����
E ��
F |
|
G01 G90 Y10.�� |
����
F ��
G |
|
G91 X -15. Y
-10.�� |
����
G ��
H |
|
X -20.�� |
����
H ��
I |
|
G90 G03 X20.158
R18.�� |
����
I ��
J |
|
G01 X0.�� |
����
J ��
����ԭ�� |
|
��
|
|
ʹ��G02��G03Բ������ָ��ʱӦע�����м��㣺
|
��1�� |
һ��CNCϳ����MC�������趨ΪG17��X��Yƽ�棩������X��Yƽ����ϳ��Բ������ʡ��G17ָ� |
|
��2�� |
��һ������ͬʱ����I��J��Rʱ����RΪ���ȣ�����Ч����I��J��Ч�� |
|
��3�� |
I0��J0��K0ʱ����ʡ�Բ�д����ͼ2��ʾ�� |
|
��4�� |
ʡ��X��Y��Z�յ�����ָ��ʱ����ʾ�����յ�Ϊͬһ�㣬������ȫԲ����ͼ2��19��ʾ
�����ð뾶�������˶������� |
|
��5�� |
���յ�������ָ���İ뾶ֵ�ǽ���ͬһ��ʱ������ʾ��ʾѶϢ�� |
|
��6�� |
ֱ�����������ͼ����������Gָ�����ת��ΪG02��G03��������ֱ������ʱ���������ת��ΪG01ָ���Щ�Ǻ����ױ�����ġ� |
|
��7�� |
ʹ������ָ�G01��G02��G03������ָ������ת��������ָ���������F�� |
|