|
由2-1.2
CNC工具机坐标系统说明,可知撰写CNC程序时必须依据程序坐标系来描述工件轮廓尺寸,此程序坐标系的零点即程序原点。
|
1. |
设定程序原点的指令在CNC铣床或MC上,可用G92指令其指令格式为G92
XˍYˍ;其中X、
Y值是指程序原点到机械原点的向量值,于使用时,必须将X、Y值表示出来。 |
|
2. |
但当工件外形复杂时,为了撰写CNC程序的方便常须设定2个以上的程序原点,故也可用G54
~G59指令设定程序原点,其指令格式:
G54;其后面不须书写X、Y值,其定义是指机械原点到程序原点的向量值。
|
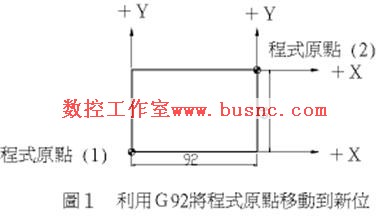
一般使用G54~G59指令后,就不再使用G92指令。但如果使用时,则原来由G54~G59设
定的程序原点将被移动G92后面X、Y值,如图
1
所示说明。故此时G92
XˍYˍ;的X、Y
值是指原来的程序原点到新的程序原点之向量值。
|
程序写法如下: |
|
|
: |
|
|
G54; |
=>设定程序原点(1)。 |
|
: |
|
|
G92 X92.
Y60.; |
=>将程序原点(1)移动至程序原点(2)。 |
|
: |
|
|
3. |
局部坐标系:G52
局部坐标系统(local
coordinate system setting)是用于将原坐标系中分离出数个子坐标系统。
其指令格式:
G52 XˍYˍ;其X、Y的定义是原坐标系的程序原点到子坐标系的程序原点之向量值。如图
2说明 |
G52 X0 Y0;=>表示回复到原坐标系。
|
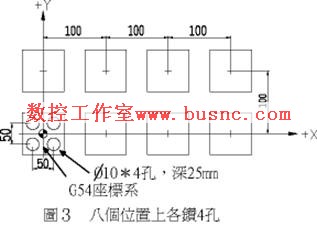
范例1: |
有一工件系统,配合子程序呼叫指令M98及钻孔固定循环指令G81,则可简化程序的撰写。如图3所示。使用G54设程序坐标系,再用G52指令设定子坐标系。 |
|
O2001; |
=>主程序 |
|
G91 G28 Z0; |
|
G28 X0 Y0; |
|
G80 G54 G90 G00 X25. Y25.; |
|
G43 Z5. H01 M03 S500; |
|
M08; |
|
G98 G81 R3. Z -25. F80; |
|
G52 X0 Y0 M98 P2011; |
|
G52 X100. M98 P2011; |
|
G52 X200. M98 P2011; |
|
G52 X300. M98 P2011; |
|
G52 X300. Y100. M98 P2011; |
|
G52 X200. Y100. M98 P2011; |
|
G52 X100. Y100. M98 P2011; |
|
G52 X0. Y100. M98 P2011; |
|
G91 G28 Z0. M9; |
|
M30; |
|
|
|
O2011; |
=>子程序
|
|
X25. Y25.; |
|
X -25.; |
|
Y -25.; |
|
X25.; |
|
G52 X0 Y0; |
|
M99; |
|
