|
|
|
|
|
�� ���ݻ����ϵIJ���������ϳ�ӹ����շ��� |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
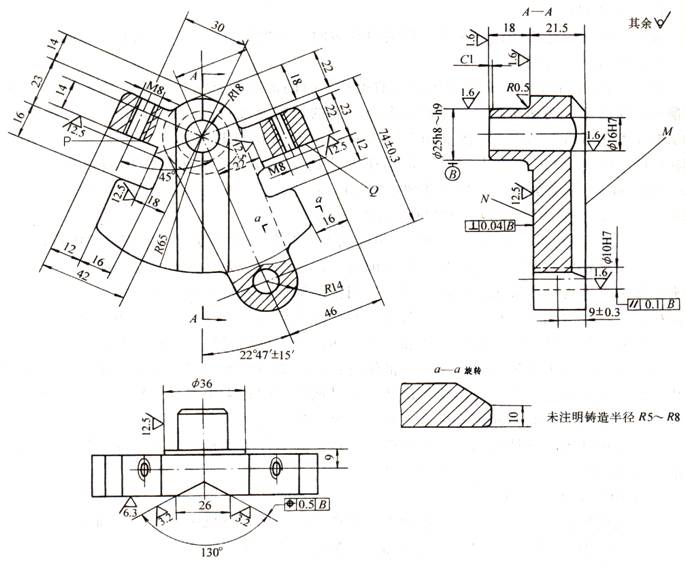
ͼ1Ϊ��ij�������������в��ݻ����ϵIJ����ˣ�������ת����Ϊ������ʵ�ֲ��ݻ����ı��ٹ��ܡ�����ΪHT200�����������������Ϊ���������������������ؼӹ����ա� �� �� �� �� �� �� �� �� ��
1�����ͼ���շ��� �ȶԲ�����������о��ȷ�����������״�ͳߴ磨������״���λ�ù���ϸ��ӵ������һ����û�����Ϊ���ֵķ�������������һ�������������������漰��Ӧ��������ߴ���ɡ�Ȼ��ֱ����ÿ�����Ľṹ����ߴ硢����Ҫ������ٷ����⼸�����֮���λ�ù�ϵ�������ͼ�����Կ������������������ӹ����棬������ӹ�����֮�����λ��Ҫ�������������£� ����ӹ�������ÿ��ļ���Ҫ���ǣ� ��1���Գߴ���16H7Ϊ���ļӹ����棬������25h8��Բ�������Լ���֮���74�L��0.3�L�Ŀ���10H7��������16H7����������10 H7�����ĵ����ߣ���ȷ�����������淽λ����ƻ������¼��Ϊ�����������ߡ� ��2������ֲڶ�Ra6.3��mƽ��M���Լ�ƽ��M�ϵĽǶ�Ϊ1300�ۡ� ��3��P��Q��ƽ�棬����Ӧ��2��M8�L���ƿס� ��������ӹ�����֮����Ҫ���λ��Ҫ���ǣ� �ڣ�1����͵ڣ�2����Ϊ����ϵ���Ҫ���档�ڣ�1����ӹ����洹ֱ�ڵڣ�2����ӹ����棬ƽ��M����ƻ����ڣ�2�������ϲ۵�λ�ù�����0.5�L�����۵�λ�ã��۵������ߣ���B�����ߴ�ֱ���ཻ��ƫ����������0.5�L���۵ķ����������������ߵļн�Ϊ22047����15���� �ڣ�3���鼰�����ݿ�Ϊ��Ҫ���档�ڣ�3�����ϵ�P��Q��ƽ����ڣ�1�����M�洹ֱ��P�����ݿ�M8�L���������������������ߵļн�450��Q���ϵ��ݿ�M8�L����������������������ƽ�С���ƽ��P��Qλ�÷ֱ���M8�L�����ߴ�ֱ��P��Qλ��Ҳ��ȷ���ˡ� 2���豸��ѡ�� ������ӹ�����϶࣬����ͨ�����ӹ��������ɢ��������Ŀ�ࡣ���üӹ����Ŀ��Խ���ͨ�����ӹ��Ķ��������һ��������ɣ���������ʣ����������ɱ������ѡ�üӹ����ġ� 3��ȷ������Ķ�λ�� ������ѡ�� ѡ��˼·��˳���ǣ����ȿ�����ʲô����Ϊ������λ�ӹ���������Ҫ���棬Ȼ������ʲô��Ϊ�ֻ���λ�ӹ����������棬����ȷ��������Ȼ��ѡ���ֻ���������Ĺ��շ�����֪�������������ƻ���Mƽ�桢��16�L����10�L�������ĵ����ߣ����ݻ��غ�ԭ��Ӧѡ��ƻ�Ϊ����������Mƽ�������Ϊ���������ڶ�������Ķ�λ������һ�����ף����������ѡ��Ҳ���ϻ�ͳһԭ�� �ֻ���ѡ�� ���ݴֻ�ѡ��Ӧ��������ӹ�������ԭ��Ӧѡ��25�L��Բ��ë����Ϊ�ֻ��������ĸ����ɶȣ����Ա�֤��ӹ��������ȣ�ѡƽ��NΪ�ֻ�������һ�����ɶȣ����Ա�֤�����㹻������������Ҫ��֤����ϼӹ������벻�ӹ������λ�õ�ԭ��ӦѡR14�LԲ����Ϊ�ֻ�������һ�����ɶȣ����Ա�֤��10�L��������R14�LԲ���ϣ�ʹR14�L���ں���ȡ� 4������·�ߵ��ⶨ �ӹ�����·�߰������£� ��1������1������25�L��Բ���ĸ����ɶȣ���N�棨һ�����ɶȣ���R14�L��һ�����ɶȣ�Ϊ�ֻ���λ��������ʽ�ӹ����ļӹ�����������Ϊ��ϳM�棻����ϳ����ϳ���ߴ�Ϊ130o�IJۣ�ϳP��Q�浽�ߴ磻���ꡪ�����¡��ӹ���16H7����10H7���ס�Ϊ�����ּӹ�����ף��������������μ��ȱ��ζԾ��ӹ���Ӱ�죬�������ϳP��Q��Ĺ�������ʹ���ı����ж��ݵ�ɢ��ʱ�䣬����ſİ뾫�ӹ������ף������ӹ����¿ף��������Ա�֤�ӹ����ȡ� ��2������2����M�桢��16H7����10H7��һ�����ף���λ������25�L��Բ���ߴ磬��N�浽�ߴ硣 ��3������3����M�桢��16H7����10H7��һ�����ף���λ�����꣭�����ơ��ӹ�2��M8�L�ݿס� �����Ϸ������Կ�����ֻ��Ҫ��������Ϳ����������ļӹ��������У���������������ʣ���ֵط�ӳ�˲������ؼӹ�����Խ�ԡ��Ƚ��ԡ�������Թ���1�����ؼӹ����ս��з���������2��3����ʡ�ԡ� 5������ѡ����7�� ��7 ���ؼӹ����߿�Ƭ
����
6��ȷ�������������ԣ� 7�����ؼӹ����տ�Ƭ�ⶩ������8�� ��8 ���������ؼӹ����տ�Ƭ
����
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �� |
 |