|
|
|
|
|
数控加工钻孔循环举例 |
|
|
加工如图所示孔的钻孔循环程序(设Z轴开始点距工作表面100mm处,切削深度为20mm)。
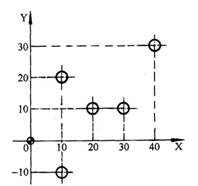 图 钻孔循环 %0001 N10 G91 G00 S300 M03 相对坐标编程 N20 G99 G81 X10.0 Y-10.0 Z-22.0 R-98.0 F200 用G99指令抬刀到R点 N30 G99 G81 Y30.0 Z-22 R-98 N40 G99 G81 X10.0 Y-10.0 Z-22 R-98 N50 G99 G81 X10.0 Z-22 R-98 N60 G98 G81 X10.0 Y20.0 Z-22 R-98 G98指令刀具返回初始点 N70 G80 X-40.0 Y-30.0 M05; G80取消固定循环回0点只移动不加工 N80 M02
|
 |