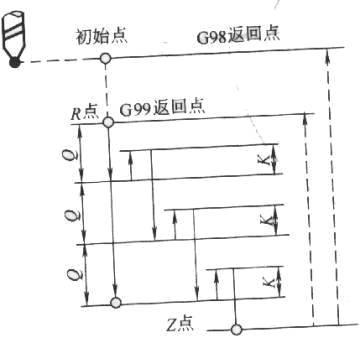
用宏程序加工高速钻孔循环程序
表1 G73高速钻孔循环的宏程序
程序
说明
%0073
G73宏程序实现源代码调用本程序之前必须转动主轴M03或M04
IF[AR[#25]EQ0]OR[AR[#10]EQ0]
M99
如果没有定义孔底Z值、每次进给深度Q值或退刀量K则返回
ENDIF
N10 G91
用增量方式编写宏程序
IF AR[#23] EQ 90
如果X值是绝对方式G90
#23=#23-#30
将X转换为增量,#30为调用本程序时X的绝对坐标
IF AR[#24] EQ 90
如果Y值是绝对方式G90
#24=#24-#31
将Y转换为增量,#31为调用本程序时Y的绝对坐标
IF AR[#17] EQ 90
如果参考点平面R值是绝对方式G90
#17=#17-#32
将R转换为增量,#32为调用本程序时Z的绝对坐标
ELSE
IF AR[#26] NE 0
初始Z平面模态值存在
#17=#17+#26-#32
则将R值转换为增量方式
IF AR[#25] EQ 90
如果孔底Z值是绝对方式G90
#25=#25-#32-#17
将Z值转换为增量
IF [#25 GE 0] OR [#16 GE 0] OR [#10 LE 0] OR [#10 GE [-#16]]
如果增量方式的Z、Q≥0或退刀量K≤0或K>Q的绝对值
M99
则返回
N20 X[#23] Y[#24]
移到XY孔加工位
N30 X[#17]
移到参考点R
#40=-#25
循环变量#40,其初始值为参考点到孔底的位移量
#41=0
循环变量#41,为退刀量
WHILE #40 GT [-#16]
如果还可以进刀一次
N50 G01 Z[#16-#41]
进刀
N55 G04 P0.1
暂停
N60 G00 Z[#10]
退刀
N65 G04 P0.1
#41=#10
退刀量
#40=#40+#16
进刀量为负数,#40将减少
ENDW
N70 G01 Z[-#40-#41]
最后一刀到孔底
N80 G04 P[#15]
在孔底暂停
IF #1165 EQ 99
如果第15组G代码模态值为G99
N90 G00 Z[-#25]
即返回参考点R平面
否则
IF AR[#26] EQ 0
N90 G00 Z[-#25-#17]
返回初始平面,注意#25及#17均为负数
N90 G90 G00 Z[#26]
否则返回初始平面