УЋХї200ЉLЁС100ЉLЁС30ЉLПщСЯЃЌвЊЧѓЯГГіШчЭМ1ЫљЪОЕФЫФРтЬЈЃЌЙЄМўВФСЯЮЊРЏПщЁЃ
ЁЁЁЁеЦЮеЪ§ПиБрГЬЛљБОЗНЗЈВЂдкДЫЛљДЁЩЯгаИќДѓЕФЬсИпЃЌБиаыНјааДѓСПЕФБрГЬСЗЯАКЭЪЕМЪВйзїЃЌдкЪЕМљжаЛ§РлЗсИЛЕФОбщЁЃБрГЬЧАЃЌвЊзіДѓСПЕФзМБИЙЄзїЃЌШчЃК
ЁЁЁЁСЫНтЪ§ПиЛњДВЕФадФмКЭЙцИёЃЛ
ЁЁЁЁЪьЯЄЪ§ПиЯЕЭГЕФЙІФмМАВйзїЃЛ
ЁЁЁЁМгЧПЙЄвеЁЂЕЖОпКЭМаОпжЊЪЖЕФбЇЯАЃЌеЦЮеЙЄвеБржЦММЪѕЃЌКЯРэбЁдёЕЖОпЁЂМаОпМАЧаЯїгУСПЕШЃЌНЋЙЄвеЕШжЊЪЖШкШыГЬађЃЌЬсИпГЬађЕФжЪСПЃЛ
ЁЁЁЁбјГЩСМКУЕФБрГЬЯАЙпКЭЗчИёЃЌШчГЬађжавЊЪЙгУГЬађЖЮКХЁЂзжгызжжЎМфвЊгаПеИёЁЂЖраДзЂЪЭгяОфЕШЃЌЪЙГЬађЧхЮњЃЌБугкдФЖСКЭаоИФЃЛ
ЁЁЁЁБрГЬЪБОЁСПЪЙгУЗжжЇгяОфЁЂжїГЬађМАКъЙІФмжИСюЃЌвдМѕЩйжїГЬађЕФГЄЖШЁЃ
ОпЬхМгЙЄЙЄвеКЭзАМаЗНЗЈКЭЦфгрИїЬтвЛбљЃЌетРяТдЁЃ
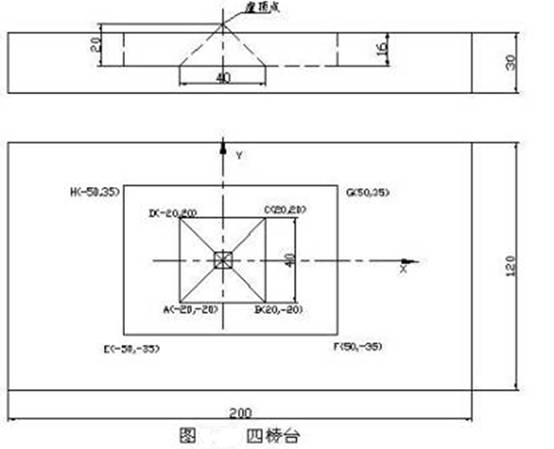
ГЬађШчЯТЃКЃЈгУгкЛЊжаIаЭЯГДВЃЉ
%1978
#10=100 ;ЕзЦНУцEFЕФГЄЖШЃЌПЩИљОнМгЙЄвЊЧѓШЮЖЈ
#0=#10/2
ЃЛЦ№ЕЖЕуЕФКсзљБъЃЈЖЏЕуЃЉ
#100=20 ЃЛCЕуЕФКсзљБъ
#1=20 ЃЛCЕуКЭGЕуЕФзнЯђОрРы
#11=70 ЃЛFGЕФГЄЖШ
#20=-#10/2 ЃЛEЕуЕФКсзљБъ
#15=3
ЃЛВНГЄ
#4=16 ЃЛРтЬЈИп
#5=3
ЃЛРтЬЈЕзУцЯрЖдгкZ=0ЦНУцЕФИпЖШ
#6=20 ЃЛCЕуЕФзнзљБъ
G92 X0 Y0 Z[#4+#5+2]
ЃЛMDIЖдЕЖЕуZЯђОрУЋХїЩЯБэУцОрРы
G00 X0 Y0
G00 Z[#4+10] M03
G01 X[#0] Y[#11/2] Z[#5]
ЃЛЕНGЕу
WHILE #0 GE #20
ЃЛЯГРтЬЈЫљдкЕФАМВл
IF ABS[#0] LE #100
G01 Y[#1] F100
X0 Y0 Z[#4+#5]
X[#0] Y[-#1] Z[#5]
Y[-#11/2]
ENDIF
G01 Y[-#11/2] F100
#0=#0-#15
G01 X[#0]
IF ABS[#0] le #100
G01 Y[-#1]
X0 Y0 Z[#4+#5]
X[#0] Y[#1] Z[#5]
Y[#11/2]
ENDIF
G01 Y[#11/2]
#0=#0-#15
G01 X[#0]
ENDW
G01 Z[#4+20]
X0 Y0
X[#1] Y[#1] Z[#5]
WHILE ABS[#6] LE #1
ЃЛЯГРтЬЈаБУц
#6=#6-#15
G01 Y[#6]
X0 Y0 Z[#4+#5]
X[-#1] Y[-#6] Z[#5]
G01 Y[-#6+#15]
X0 Y0 Z[#4+#5]
X[#1] Y[#6] Z[#5]
ENDW
G00 Z[#4+20]
G00 X0 Y0
M05
M30
