|
|
|
|
|
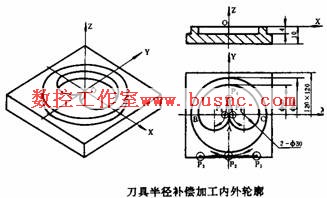
加工内轮廓面(用刀具半径补偿指令编程)举例
|
|
|
加工如图所示内轮廊面,用刀具半径补偿指令编程。 解:采用刀具右补偿,程序
O001 G54 X-70 Y-100 Z-140 设工件零点O S1500 M03 G00 X80 Y60 Z2 T01 刀具快进至P点上方 G01 Z-3 F100 刀具Z向工进至深3mm处 G42 X60 X40处 建立右刀补P-A X30 直线插补A-B G02 X20 Y50 I0 J10 圆弧插补B-C G01 Y80 直线插补C-D G02 X30 Y90 I10 J0 圆弧插补D-E G01 X90 直线插补E-F G02 X120 Y60 I0 J-30 圆弧插补F-G G01 Y20 直线插补G-H G02 X110 Y10 I-10 J0 圆弧插补H-I G01 X70 直线插补I-J G02 X60 Y20 I0 J10 圆弧插补J-K G01 Y40 直线插补K-A G40 X80 Y60 取消刀补A-P G00 Z100 刀具Z轴快退 G53 取消工件零点偏量 M02 程序结束 刀具补偿功能简化了编程工作。编程人员不但可以直接按零件轮廓编程,而且还可以用同一个加工程序,对零件轮廓进行粗、精加工,如图5-20所示,当按零件轮廓编程以后,在粗加工零件时我们可以把偏置量设为D,D=R+Δ,其中R为铣刀半径,Δ为精加工前的加工余量,那么零件被加工完成以后将得到一个比零件轮廓ABCDEF各边都大Δ的零件A'B'C'D'E'F,。在精加工零件时,我们设偏置量D=R,这样零件被加工完后,将得到零件的实际轮廓ABCDEF。 |
 |