|
|
|
|
|
ƽ���ֵ�����ϳ�����շ��� |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
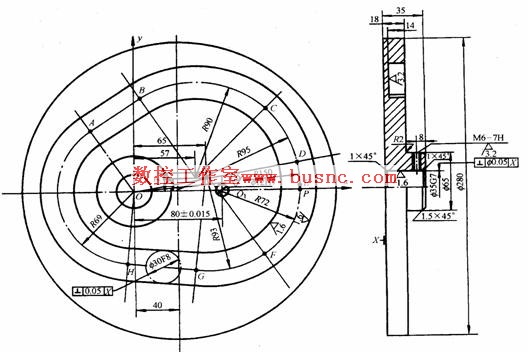
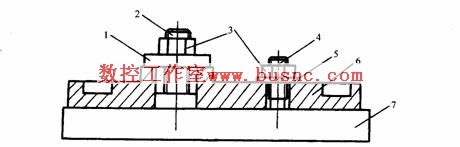
ͼ6-30��ʾΪ�������������ϳ���ӹ�ǰ���������һ�������ӹ���Բ�̣�Բ��ֱ��Ϊ��280�L�������������ק�35�L����12�L����35�L����12�L������λ�ף�X������ǰ��ӹ���ϣ�����������ϳ���ϼӹ��ۡ�������IJ���ΪHT200���Է���������ϳ���ӹ����ա� 1�����ͼ���շ��� �������������HA��BC��DE��FG��ֱ��AB��HG�Լ�����Բ��CD��EF����ɡ���������ĸ�����Ԫ�ع�ϵ�����������֣�����Ҫ��������������á��������������X���д�ֱ��Ҫ����Ϊ���������������ԽϺá� ���ݷ�������ȡ���¹��մ�ʩ�� �������������X���д�ֱ��Ҫ��ֻҪ���װ�о��ȣ�ʹX����ϳ�����ߴ�ֱ�����ɱ�֤�� 2��ѡ���豸 �ӹ�ƽ���ֵ�����ϳ����һ�����������������������ϳ�����������Ҫ���ǵ�����������γߴ��������ʹ���ڻ�����������Χ���ڡ���ο������ػ����ľ����Ƿ��������ֵ����Ҫ���������ֵ����Բ���뾶�Ƿ�������ϵͳ�����ķ�Χ֮�ڡ�����������������ȷ����Ҫʹ�õ����ػ���Ϊ������������������ϳ���� 3��ȷ������Ķ�λ����װ�з�ʽ ��1�� ��λ�� ���á�һ�����ס���λ������Բ��X�������������Ϊ��λ���� ��2�� ���ݹ����ص㣬��һ��320�L��320�L��40�L�ĵ�飬�ڵ���Ϸֱ��ۧ�35�L����12�L������λ�ף���ȻҪ�䶨λ����������80��0.015�L�����ƽ���Ϊ0.05�L��������ڼӹ�ǰ���ȹ̶��оߵ�ƽ�棬ʹ����λ�����������������x��ƽ�У��о�ƽ��Ҫ��֤�빤��̨��ƽ�У����ðٷֱ���飬��ͼ6-31�� 4��ȷ���ӹ�˳���ߵ�·�� ��������ļӹ�˳����ⶩ���ջ������С��ȴֺ�ԭ��ȷ�������Ӧ�ȼӹ�������λ������35�L����12�L������λ�ס�X�棬Ȼ���ټӹ��ֲ������������档���ڸ�����ħ�35�L����12�L������λ�ס�X������ǰ�湤��ӹ���ϣ�������ֻ�����ӹ��۵��ߵ�·�ߣ��ߵ�·�߰���ƽ���ڽ����ߵ�����Ƚ����ߵ�������·�ߡ�ƽ���ڵĽ����ߵ������������Ǵ����߷������룻���������Ǵӹ���Բ�����롣������ϳ���ϼӹ�ʱ����ϳ��ƽ������֣���Ƚ��������ַ�����һ������xz����yz��ƽ��������ϳ���������ȶ���ȣ���һ�����ȴ�һ�����տף�Ȼ��ӹ��տ������ȶ���ȡ� ������ѡ��P(150��0)�㣬��������ϳ�������ϳ����ȣ����ﵽ�ȶ���Ⱥ�������xyƽ�����˶���ϳ����������Ϊ�˱�֤�ֵ����������нϸߵı�������������˳ϳ��ʽ������P�㿪ʼ������������˳ʱ�뷽��ϳ����������������ʱ�뷽��ϳ����
�� �� �� �� �� �� �� �� �� �� �� �� �� �� 5�����ߵ�ѡ�� ��������ṹ�ص㣬ϳ���ֲ��ڡ������������ֲ������棩ʱ��ϳ��ֱ���ܲۿ����ƣ�ͬʱ������������һ����ϣ��ӹ����ܽϺã�ѡ����18�LӲ�ʺϽ���ϳ��������6-5�� ��6-5 ���ؼӹ����߿�Ƭ
6������������ѡ�� �ֲ��ڡ����������ӹ�ʱ��0.2�Lϳ��������ȷ������ת��������ٶ�ʱ���Ȳ����������ֲᣬȷ�������ٶ���ÿ�ݽ�������Ȼ�����ù�ʽvc=��dn/1000��������ת��n������vf = nZfz��������ٶȡ� 7����д���ؼӹ�����Ƭ ������6-6�� ��6-6 �����������ؼӹ����տ�Ƭ
�� |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �� |
 |