|
|
|
|
|
曲线槽铣削数控编程举例 |
|
|
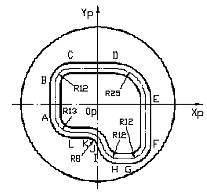
用直径为8mm的立铣刀,加工如下图所示零件的槽,要求每次切深不超过4mm。
图4.36 曲线槽铣削 上图中A(-33,-9)、B(-33,16)、C(-21,28)、D(12,28)、E(37,3)、F(37,-30)、G(25,-42)、H(15.68,-42)、I(4.404,-34.104)、J(2.872,-29.896)、K(-8.405,-22)、L(-20,-22) (1)工艺分析 将刀心运动轨迹A→B→C→D→E→F→G→H→I→J→K→L→A编写成子程序,设每次切削深度4mm,主程序两次调用该子程序完成槽的切削加工,槽的切削深度用相对坐标表示其增量,设零件上表面的对称中心为工件坐标系的原点。 (2)加工程序 O1000 程序号 N01 G90 G92 X0 Y0 Z100 使用绝对坐标方式编程,建立工件坐标系 N02 G00 X-33 Y-9 Z2 S800 M03 快速进给至X=-33,Y=-9,Z=2,主轴正转,转速800r/min N03 G01 Z0 F100 Z轴工进至工件表面,进给速度100mm/min N04 M98 P10102 重复调用子程序O1010两次 N05 G90 G00 Z100 Z轴快移至Z=100 N06 X0 Y0 M05 快速进给至X=0,Y=0,主轴停 N07 M30 主程序结束 O1010 子程序号 N10 G91 G01 Z-4 增量值输入,Z向切深4mm N20 G90 X-33 Y16 绝对值输入,直线插补至B点 N30 G02 X-21 Y28 R12 圆弧插补至C点 N40 G01 X12 直线插补至D点 N50 G02 X37 Y3 R25 圆弧插补至E点 N60 G01 Y-30 直线插补至F点 N70 G02 X25 Y-42 R12 圆弧插补至G点 N80 G01 X15.68 直线插补至H点 N90 G02 X4.404 Y-34.104 R12 圆弧插补至I点 N100 G01 X2.872 Y-29.896 直线插补至J点 N110 G03 X-8.405 Y-22 R8 圆弧插补至K点 N120 G01 X-20 直线插补至L点 N130 G02 X-33 Y-9 R13 圆弧插补至A点 N140 M99 子程序结束并返回主程序 |
 |