|
|
|
|
|
缩放指令G50、G51的功能,加工变成举例 |
|
|
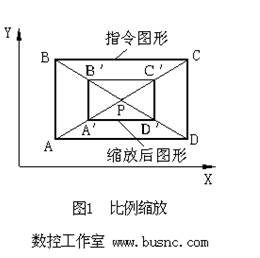
缩放功能G50、G51 格式:G51 X_Y_Z_P_; ┇ G50; 式中: G51: 建立缩放; G50: 取消缩放; X、 Y 、Z: 缩放中心的坐标值; P: 缩放倍数; 在G51 后,运动指令的坐标值以(X, Y, Z )为缩放中心,按P 规定的缩放比例进行计算,如图1所示。在有刀具补偿的情况下,先进行缩放,然后才进行刀具半径补偿、刀具长度补偿。
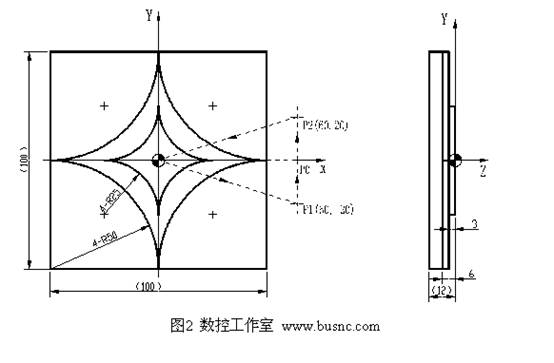
G51既可指定平面缩放,也可指定空间缩放。 G51、G50为模态指令,可相互注销,G50 为缺省值。 应用举例:编制如图2 所示轮廓加工程序,已知刀具其始点位置为(0,0,100)。
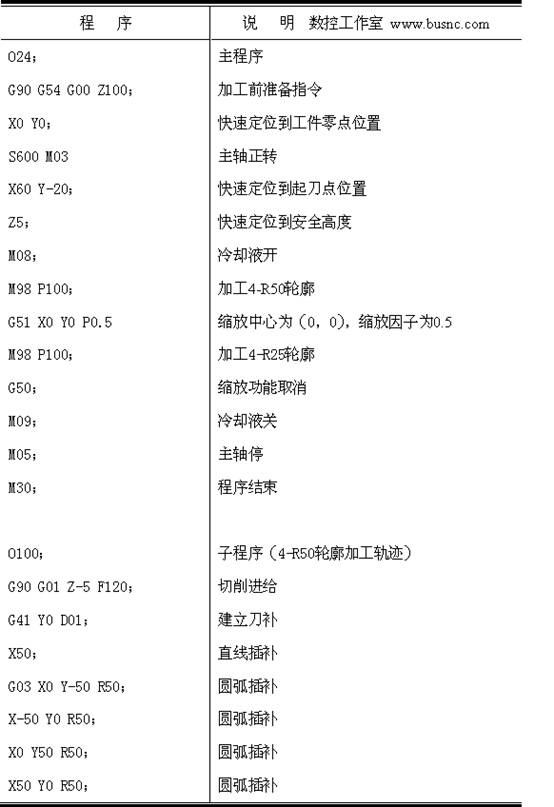
参考程序:
相关知识点: ●在单独程序段指定G51指令时,比例缩放后必须用G50指令取消; ●比例缩放功能不能缩放偏置量。例如,刀具半径补偿量、刀具长度补偿量等。如图3所示,图形缩放后,刀具半径补偿量不变。 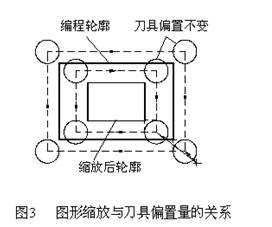 |
 |