|
|
|
|
|
加工凸轮零件――凸轮轮廓及槽铣削编程举例 |
|
|
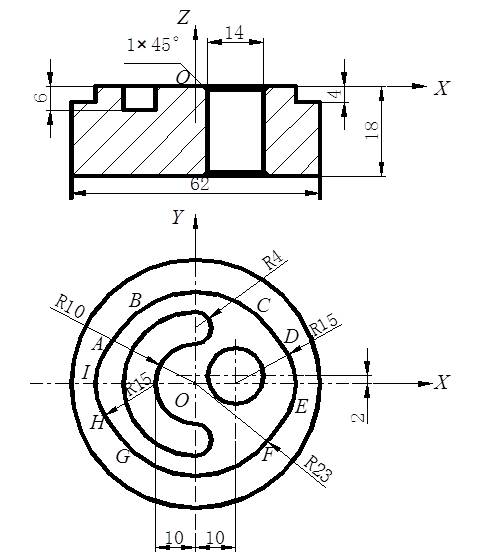
加工如图1所示的凸轮零件图。主要内容为:凸轮轮廓及槽铣削。工件以其底面和外圆作为定位基准,并进行压紧。工件坐标系原点设在工件中心上,对刀点设在φ14mm孔中心点上方50mm处。选用的刀具为:φ25mm立铣刀、φ8mm键槽铣刀。加工程序如下:
图1 铣削加工零件实例 O0010;(铣槽程序) N10 G92 X10 .0 Y2.0 Z50.0; 工件坐标系设定 N15 S1000 M03; N20 G90 G00 G43 H01 Z2.0; 建立刀具长度补偿 N30 X0.0 Y14.0 M08; N40 G01 Z-6.0 F100; N50 G03 X0.0 Y-14.0 I0.0 J-14.0; 铣槽 N70 G01 Z2.0; N80 G00 G49 Z20.0 取消补偿 N90 X0 Y0 Z50 M09; N100 M05; N110 M30; O0011;(凸轮轮廓铣削程序) N5 G92 X10.0 Y2.0 Z50.0; N10 S1000 M03; N20 G90 G00 Z2.0; N30 G41 D03 X-25.0 Y-25.0 M08; 建立刀具补偿 N40 G01 Z-4. 0 F200; 下刀 N50 X-25.0 Y0; 切入 N60 G02 X-25.0 Y9.0 R15.0; 加工圆弧IA N70 G01 X-18.4 Y13.8; 加工直线AB N80 G02 X18.4 Y13.8 R23.0; 加工圆弧BC N90 G01 X22 .0 Y9.0; 加工直线CD N100 G02 X22.0 Y-9.0 R15.0; 加工圆弧DE N110 G01 X18.4 Y-13.8; 加工直线EF N120 G02 X-18.4 Y-13.8 R23.0; 加工圆弧FG N130 G01 X-22 .0 Y-9.0; 加工直线GH N140 G02 X-25.0 Y0 R15.0; 加工圆弧HI N150 G01 Z50.0 M09; N160 G00 G40 X10.0 Y2.0 M05; N170 M30; |
 |