|
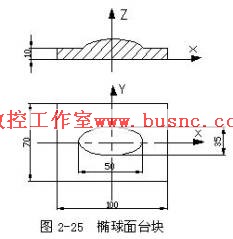
毛坯为150㎜×70㎜×20㎜块料,要求铣出如图2-25所示的椭球面,工件材料为蜡块。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以底面为主要定位基准,两侧用压板压紧,固定于铣床工作台上。
2)加工路线
Y方向以行距小于球头铣刀逐步行切形成椭球形成。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用华中Ⅰ型(ZJK7532A型)数控钻铣床。
3.选择刀具
球头铣刀大小f6mm。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-25所示。
采用手动对刀方法把0点作为对刀点。
6.编写程序(用于华中I型铣床)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
%8005(用行切法加工椭园台块,X,Y按行距增量进给)
#10=100 ;毛坯X方向长度
#11=70 ;毛坯Y方向长度
#12=50 ;椭圆长轴
#13=20 ;椭圆短轴
#14=10 ;椭园台高度
#15=2 ;行距步长
G92 X0 Y0 Z[#13+20]
G90G00 X[#10/2] Y[#11/2] M03
G01 Z0
X[-#10/2] Y[#11/2]
G17G01 X[-#10/2] Y[-#11/2]
X[#10/2]
Y[#11/2]
#0=#10/2
#1=-#0
#2=#13-#14
#5=#12*SQRT[1-#2*#2/#13/#13]
G01 Z[#14]
WHILE #0 GE #1
IF ABS[#0] LT #5
#3=#13*SQRT[1-#0*#0/[#12*#12]]
IF #3 GT #2
#4=SQRT[#3*#3-#2*#2]
G01 Y[#4] F400
G19 G03 Y[-#4] J[-#4] K[-#2]
ENDIF
ENDIF
G01 Y[-#11/2] F400
#0=#0-#15
G01 X[#0]
IF ABS[#0] LT #5
#3=#13*SQRT[1-#0*#0/[#12*#12]]
IF #3 GT #2
#4=SQRT[#3*#3-#2*#2]
G01 Y[-#4] F400
G19 G02 Y[#4] J[#4] K[-#2]
ENDIF
ENDIF
G01 Y[#11/2] F1500
#0=#0-#15
G01 X[#0]
ENDW
G00 Z[#13+20] M05
G00 X0 Y0
M02 |
