|
|
|
|
|
数控宏程序键槽铣刀加工零件实例 |
|
|
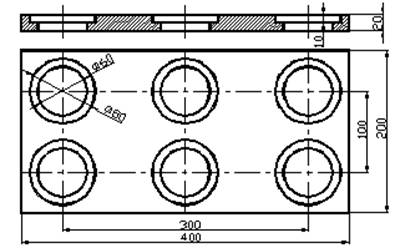
例 加工如图1所示的零件,取零件中心为编程零点,选用φ12键槽铣刀加工,用G65调用完成加工,宏程序用绝对坐标编程。
图1 宏程序编制实例1 %1000;主程序 G54 G90 G0 G17 G40 M03; Z50 S2000; Z5; G65 P9010 X-150 Y-50; G65 P9010 X-150 Y50; G65 P9010 X0 Y50; G65 P9010 X0 Y-50; G65 P9010 X150 Y-50; G65 P9010 X150 Y50; G0 Z100; M30; %9010;宏程序 G90 G0 X[#24+24] Y#25; G01 Z-20 F60; G03 I-24 F200; G0 Z-10; G01 X[#24+34]; G03 I-34; G0 Z5; M99; |
 |