分析
(1)零件图
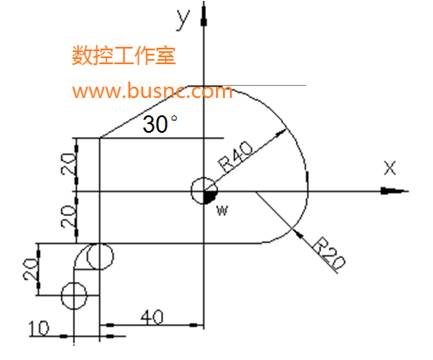
已知某外形轮廓的零件图,要求精铣其外形轮廓。工件厚度20mm。
(2)刀具选择
Φ10mm的立铣刀。
(3)安全面高度
50mm。
(4)进刀/退刀方式
离开工件20mm,
直线/圆弧引入切向进刀,
直线退刀。
(5)工艺路线
走刀路线见图。
% MPF006; /*第006号程序,铣削外形轮廓零件
N05 G54 G90 G0 X0. Y0.;
/*建立工件坐标系,并快速运动到原点上方
N10 Z50. ; /*快速运动到安全面高度
N20 X-50. Y-40. S500 M03
M08; /*刀具移到工件外,启动主轴
N30 G01 Z-21. F20. ;
/*G01下刀,伸出去1mm
N40 G42 D01 Y-30. F100.;
/*刀具半径补偿,运动到Y-30的位置
N50 G02 X-40. Y-20. I10.
J0.;
/*圆弧切向切入
N60 G01
X20.;
N70 G03 X40. Y0. I0.
J20.; /*逆时针圆弧插补
N80 X-6.195 Y39.517 I-40.
J0.; /* 逆时针圆弧插补
N90 G01 X-40. Y20.
;
N100 Y-20.
;
N110 Y-30.
; /*直线退刀
/*取消刀具半径补偿,退刀至Y-40
N120 G40 Y-40.;
N130 G00 Z10.; /*抬刀至安全面高度
N140 X0. Y0. ; /*回程序原点上方
N150 M30 ; /*程序结束并返回
