|
|
|
|
|
型腔铣削数控编程举例 |
|
|
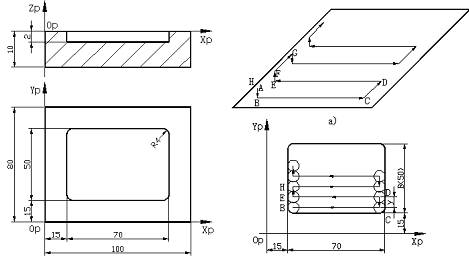
用直径为8mm的立铣刀,粗铣如图4-34所示工件的型腔。 (1)工艺分析 ①确定工艺路线。 如下图所示,采用行切法,刀心轨迹B→C→D→E→F作为一个循环单元,反复循环多次,设图示零件上表面的左下角为工件坐标系的原点。 ②计算刀心轨迹坐标、循环次数及步进量(Y方向步距)。如下图所示,设循环次数为n,Y方向步距为y,步进方向槽宽为B,刀具直径为d,则各参数关系如下:
图4.34 工件的型腔铣削 图4.35 切削轨迹 循环1次 铣出槽宽y+d 循环2次 铣出槽宽3y+d 循环3次 铣出槽宽5y+d ┇ 循环n次 铣出槽宽(2n-1)y+d=B 根据图纸尺寸要求,将B=50,d=8代入式 (2n-1)y+d=B,即(2n-1)y=42 取n=4,得Y=6,刀心轨迹有1mm重叠,可行。 (2)加工程序 O1100 程序号 N010 G90 G92 X0 Y0 Z20 使用绝对坐标方式编程,建立工件坐标系 N020 G00 X19 Y19 Z2 S800 M03 快速进给至X=19,Y=19,主轴正转,转速800r/min N030 G01 Z-2 F100 Z轴工进至Z=-2 N040 M98 P10104 重复调用子程序O1010四次 N050 G90 G00 Z20 Z轴快移至Z=20 N060 X0 Y0 M05 快速进给至X=0,Y=0,主轴停 N070 M30 主程序结束 O1010 子程序号 N010 G91 G01 X47 F100 使用相对坐标方式编程,直线插补,X坐标增量47 N020 Y6 直线插补,Y坐标增量6 N030 X-47 直线插补,X坐标增量-47 N060 Y6 直线插补,Y坐标增量6 N070 M99 子程序结束并返回主程序 |
 |