|
ЁЁЁЁШчЭМ4.48ЫљЪОЮЊЗФжЏЛњаЕЩЯвЦЫПЭЙТжЕФЪОвтЭМЃЌЯждкЪ§ПиЯГДВЩЯМгЙЄЭЙТжВлЃЌВлЩюЮЊ12.5mmЁЂПэЮЊ22mmЃЌЭЙТжВлГпДчМћБэ4.10ЃЌзпЕЖТЗЯпШчЭМ4.49ЫљЪОЁЃДЫЭЙТждкЛњДВЩЯВЩгУвЛУцСНЯњЖЈЮЛЃЌдкжаМфПзЩЯВЩгУТнЖЄбЙАхМаНєЁЃВЩгУЇц20МќВлЯГЕЖЧаЯїМгЙЄЁЃЪзЯШНЋЕЖОпАыОЖВЙГЅЩшЖЈЮЊOНјаа2ДЮДжМгЙЄЃЌдйеыЖдзѓКЭгвВрТжРЊЗжБ№ВЩгУе§ИКжЕЕЖОпАыОЖВЙГЅОЋМгЙЄЕН22mmПэЁЃгЩгкМгЙЄЪБЗжЫФДЮЧаЯїМгЙЄЃЌвђДЫВЩгУЕїгУзгГЬађЕФЗНЗЈБрГЬЁЃжїГЬађЮЊЃК
O10
N10 G65 H01 P#100
Q-6.5 //ЩшжУЕквЛДЮЧаЩю-6.5
N20 G65 H01 P#101 Q
0 //ЩшжУЕквЛДЮЕЖЦЋСПЮЊ0
N30 M98 P20
//ЕїгУ20КХзгГЬађЧаЯї,МгЙЄЕФВлЩюЮЊ6.5mmЁЂПэЮЊ20
N40 G65 H01 P#100
Q-12.5 //ЩшжУЕкЖўДЮЧаЩю-12.5
N50 G65 H01 P#101 Q
0 //ЩшжУЕкЖўДЮЕЖЦЋСПЮЊ0
N60 M98
P20 //ЕїгУ20КХзгГЬађЧаЯї,МгЙЄЕФВлЩюЮЊ12.5
mmЁЂПэЮЊ20
N70 G65 H01 P#100
Q-12.5 //ЩшжУЕкШ§ДЮЧаЩю-12.5
N80 G65 H01 P#101 Q
-1. //ЩшжУЕкШ§ДЮЕЖЦЋСПЮЊ-1,МДгвЦЋ1
N90 M98 P20
//ЕїгУ20КХзгГЬађЧаЯї,МгЙЄЕФВлЩюЮЊ12.5
mmЁЂПэЮЊ21
N100 G65 H01 P#100
Q-12.5 //ЩшжУЕкЫФДЮЧаЩю-12.5
N110 G65 H01 P#101
Q 1. //ЩшжУЕкЫФДЮЕЖЦЋСПЮЊ+1,МДзѓЦЋ1
N120 M98 P20
//ЕїгУ20КХзгГЬађЧаЯї,МгЙЄЕФВлЩюЮЊ12.5
mmЁЂПэЮЊ22
N130 G01 Z30 F2000
//ZЯђЬЇЕЖ
N140 M05
//жїжсЭЃ
N150 M30
//ГЬађНсЪј
згГЬађЮЊЃК
O20
N10 G54 G90 G01 Z30 F2000 //бЁдё1КХМгЙЄзјБъЯЕ
N20 M03 S300 //ЦєЖЏжїжс
N30 G01 X 12.496 Y -29 //XOYЦНУцЖЈЮЛЕНВлжааФЯпЦ№ЕуP1
N40 G01 Z#100 F100 //ZЯђЯТЕЖжС#100жИЖЈжЕ
N50 G01 G42 X 6 Y -29 H#101 //вдЦЋжУСП#101зѓЦЋНјИјЕН(6,-29)
N60 G01 X -12.496 Y -29 //НјИјжСP14
N70 G02 X -23.1315 Y -21.207 R11.1537 //вдЯТИїВНАДP14ЁЋP13......вРДЮФцЪБеыНјИј
N80 G03 X -28.7762 Y -13.763 R14 ;
N90 G02 X -32.2775 Y 3.2549 R12.274 ;
N100 G03 X -30.8273 Y 11.4149 R10.5 ;
N110 G02 X -20.6398 Y 26.9447 R12.817 ;
N120 G03 X -9.4926 Y 32.944 R20.5 ;
N130 G02 X 9.4926 Y 32.944 R13.136 ;
N140 G03 X 20.6398 Y 26.9447 R20.5 ;
N150 G02 X 30.8273 Y 11.4149 R12.817 ;
N160 G03 X 32.2775 Y 3.2549 R10.5 ;
N170 G02 X 28.7762 Y -13.736 R12.274 ;
N180 G03 X 23.1315 Y -21.207 R14 ;
N190 G02 X 12.496 Y -29 R11.1537 //НјИјЕНP1
N200 G01 X 0 Y ЈC29 //НјИјЕН(0,-29)
N210 G01 G40 X -6 Y ЈC29 //ШЁЯїЕЖОпАыОЖВЙГЅжС(-6,-29)
N220 G01 Z30 F2000 //ZЯђЬЇЕЖ
N230 M05 //жїжсЭЃ
N240 M99 //ГЬађНсЪј
ЁЁЁЁЩшжУG54ЃКX=-400ЃЌY=-100ЃЌZ=-50ЁЃ#100БфСПгУРДЩшжУЧаЯїЩюЖШЃЌСНДЮZЯђНјЕЖЗжБ№ЮЊ-6.5КЭ-
12.5ЁЃЕЖОпАыОЖВЙГЅжЕгУ#101БфСПРДЩшжУЁЃЧАСНДЮZЯђНјЕЖЗжБ№ЮЊ-6.5КЭ-
12.5ЕФДжМгЙЄЪБЃЌ#101ЮЊ0ЃЛОЋМгЙЄЕквЛДЮЧаЯїЮЊ1ЃЌЕкЖўДЮЮЊ-1ЁЃ
ЭМ4.48
ЦНУцвЦЫПЭЙТжВл
Бэ4.10
ЭЙТжВлГпДч
|
P1 |
P2 |
P3 |
P4 |
P5 |
P6 |
P7 |
|
X12.496 Y -29 |
X23.1315 Y-21.207
|
X 28.7762 Y -13.736
|
X 32.2775 Y 3.2549
|
X 30.8273 Y 11.4149
|
X 20.6398 Y 26.9447
|
X9.4926 Y32.944 |
|
R1 |
R2 |
R3 |
R4 |
R5 |
R6 |
R7 |
|
11.1537 |
14 |
12.274 |
10.5 |
12.817 |
20.5 |
13.136 |
|
|
|
P8 |
P9 |
P10 |
P11 |
P12 |
P13 |
P14 |
|
X-9.4926 Y 32.944
|
X-20.6398 Y 26.9447 |
X-30.8273 Y 11.4149 |
X-32.2775 Y 3.2549 |
X-28.7762 Y -13.763 |
X-23.1315 Y -21.207 |
X-12.496 Y -29 |
|
R8 |
R9 |
R10 |
R11 |
R12 |
R12 |
|
|
20.5 |
12.817 |
10.5 |
12.274 |
14 |
11.1537 |
|
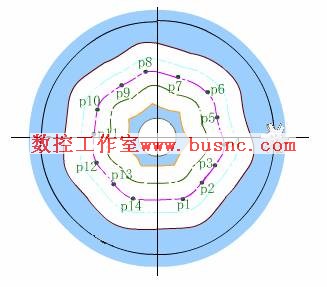

ЭМ4.49ЁЁзпЕЖТЗЯпЭМ
ЁЁ |
