|
|
|
|
|
镜像功能指令G24,G25 ――简化编程的指令 |
|
|
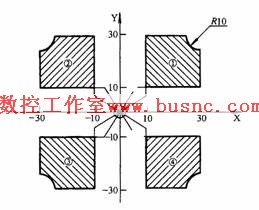
格式:G24 X Y Z M98 P G25 X Y Z 例:如图6.6所示的镜像功能程序
图6.6 镜像功能 %0003 主程序 N10 G91 G17 M03; N20 M98 P100; 加工① N30 G24 X0; Y轴镜像,镜像位置为X=0 N40 M98 P100; 加工② N50 G24 X0 Y0; X轴、Y轴镜像,镜像位置为(0,0) N60 M98 P100; 加工③ N70 G25 X0; 取消Y轴镜像 N80 G24 Y0; X轴镜像 N90 M98 P100; 加工④ N100 G25 Y0; 取消镜像 N110 M05; N120 M30; 子程序(①的加工程序): %100 N200 G41 G00 X10.0 Y4.0 D01; N210 Y1.0 N220 Z-98.0; N230 G01 Z-7.0 F100; N240 Y25.0; N250 X10.0; N260 G03 X10.0 Y-10.0 I10.0; N270 G01 Y-10.0; N280 X-25.0; N290 G00 Z105.0; N300 G40 X-5.0 Y-10.0; N310 M99; |
 |