|
|
|
|
|
深孔加工循环 G83 |
|
|
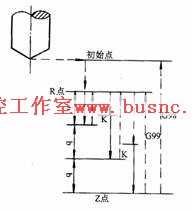
深孔加工指令G83的循环动作如图6.13所示,每次进刀量用地址Q给出,其值q为增量值。每次进给时,应在距已加工面d(mm)处将快速进给转换为切削进给,d是由参数确定的。
图6.13 G83指令循环动作 例:加工某深孔的程序如下 %0083 N10 G92 X0 Y0 Z80 N15 G00 N20 G99 G83 G91 X100 G90 R40 P2 Q-10 K5 Z0 F200 I2; N30 G90 G00 X0 Y0 Z80 N40 M02 注意:如果Z、Q、K的移动量为零,该指令不执行。 |
 |