|
|
 |
|
图4.32各轴按相同比例编程 |
|
 |
|
图4.33
各轴以不同比例编程 |
|
 |
|
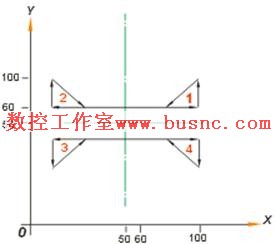
图4.34
镜像功能 |
比例及镜向功能可使原编程尺寸按指定比例缩小或放大;也可让图形按指定规律产生镜像变换。
G51为比例编程指令;G50为撤消比例编程指令。G50、G51均为模式G代码。
1、各轴按相同比例编程
编程格式:G51
X~
Y~ Z~ P~
…
…
G50
式中:
X、Y、Z--比例中心坐标(绝对方式);
P--比例系数,最小输入量为0.001,比例系数的范围为:0.001~999.999。该指令以后的移动指令,从比例中心点开始,实际移动量为原数值的P倍。P值对偏移量无影响。
例如,在图4.32中,P1
~P4为原编程图形,P1'~P4'为比例编程后的图形,P0为比例中心。
2、各轴以不同比例编程
各个轴可以按不同比例来缩小或放大,当给定的比例系数为-1时,可获得镜像加工功能。
编程格式:
G51 X~
Y~Z~ I~
J~K~
… …
G50
式中:
X、Y、Z--比例中心坐标;
I、J、K
―-对应X、Y、Z轴的比例系数,在±0.001
~ ±9.999范围内。本系统设定I、J、K不能带小数点,比例为1时,应输入1000,并在程序中都应输入,不能省略。比例系数与图形的关系见图4.33。其中:b/a:X轴系数;d/c:Y轴系数;O:比例中心。
3、镜像功能
再举一例来说明镜像功能的应用。见图4.34,其中槽深为2mm,比例系数取为
+ 1000或-1000。设刀具起始点在O点,程序如下:
子程序:O 9000
N10 G00 X60 Y60
//到三角形左顶点
N20 G01 Z-2 F100 //切入工件
N30 G01 X100 Y60
//切削三角形一边
N40 X100 Y100
//切削三角形第二边
N50 X60 Y60
//切削三角形第三边
N60 G00 Z4 //向上抬刀
N70 M99
//子程序结束
主程序:O 100
N10 G92 X0 Y0
Z10 //建立加工坐标系
N20
G90 //选择绝对方式
N30 M98 P9000
//调用9000号子程序切削1#三角形
N40 G51 X50 Y50
I-1000 J1000 //以X50
Y50为比例中心,以X比例为-1、Y比例为+1开始镜向
N50 M98 P9000
//调用9000号子程序切削2#三角形
N60 G51 X50 Y50
I-1000 J-1000 //以X50
Y50为比例中心,以X比例为-1、Y比例为-1开始镜向
N70 M98 P9000
//调用9000号子程序切削3#三角形
N80 G51 X50 Y50 I
1000 J-1000 //以X50
Y50为比例中心,以X比例为+1、Y比例为-1开始镜向
N90 M98 P9000
//调用9000号子程序切削4#三角形
N100 G50
//取消镜向
N110 M30
//程序结束
4、设定比例方式参数
(1)在操作面板上选择MDI方式;
(2)按下PARAM DGNOS 按钮,进入设置页面,其中:
PEV X――为设定X轴镜像,当PEV X置"1"时,X轴镜像有效;当PEV X置“0"时,X轴镜像无效。
PEV Y――为设定Y轴镜像,当PEV Y置"1"时,Y轴镜像有效;当PEV Y置"0"时,Y轴镜像无效。 |
