|
|
|
|
|
孔加工固定循环指令概述 |
|
|
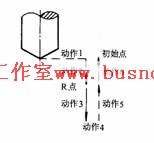
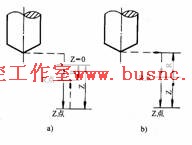
孔加工固定循环指令有G73,G74,G76,G80~G89,通常由下述6个动作构成,如图6.9所示,图中实线表示切削进给,虚线表示快速进给。 动作1:X、Y轴定位; 动作2:快速运动到R点(参考点); 动作3:孔加工; 动作4:在孔底的动作; 动作5:退回到R点(参考点); 动作6:快速返回到初始点。 固定循环的程序格式包括数据表达形式、返回点平面、孔加工方式、孔位置数据、孔加工数据和循环次数。其中数据表达形式可以用绝对坐标G90和增量坐标G91表示。如图6.10所示,其中图(a)是采用G90的表达形式,图(b) 是采用G91的表达形式。
图6.9 孔加工固定循环 图6.10 固定循环数据形式 固定循环的程序格式如下: G98(或G99)G73(或G74或G76或G80~G89)X Y Z R Q P I J K F L 式中第一个G代码(G98或G99)指定返回点平面,G98为返回初始平面,G99为返回R点平面。第二个G代码为孔加工方式,即固定循环代码G73,G74,G76和G81~G89中的任一个。固定循环的数据表达形式可以用绝对坐标(G90)和相对坐标(G91)表示,分别如图6.10(a)和图6.10(b)所示。数据形式(G90或G91)在程序开始时就已指定,因此,在固定循环程序格式中可不写出。X、Y为孔位数据,指被加工孔的位置;Z为R点到孔底的距离(G91时)或孔底坐标(G90时);R为初始点到R点的距离(G91时)或R点的坐标值(G90时);Q指定每次进给深度(G73或G83时)或指定刀具位移增量(G76或G87时);P指定刀具在孔底的暂停时间;I、J指定刀尖向反方向的移动量;K指定每次退刀(G76或G87时)刀具位移增量;F为切削进给速度;L指定固定循环的次数。G73、G74、G76和G81~G89、Z、R、P、F、Q、I、J都是模态指令。G80、G01~G03等代码可以取消循环固定循环。 在固定循环中,定位速度由前面的指令速度决定。 |
 |