|
������ָ���ʹ���ͼ�ΰ���ָ����ת���ļ���ת������תһ���ĽǶȣ�G68��ʾ��ʼ����ϵ��ת��G69���ڳ�����ת���ܡ�
1��������̷���
��̸�ʽ��G68
X
�� Y �� R ��
���������� ......
�������� ��G69
ʽ�У�
X��Y�D�D��ת���ĵ�����ֵ(������X��Y��Z�е����������������ɵ�ǰƽ��ѡ��ָ��G17��G18��G19�е�һ��ȷ��)����X��Yʡ��ʱ��G68ָ����Ϊ��ǰ��λ�ü�Ϊ��ת���ġ�
R--��ת�Ƕȣ���ʱ����ת����Ϊ������˳ʱ����ת����Ϊ������
�������ھ��Է�ʽ��ʱ��G68����κ�ĵ�һ������α���ʹ�þ��Է�ʽ�ƶ�ָ�����ȷ����ת���ġ������һ�����Ϊ������ʽ�ƶ�ָ���ôϵͳ���Ե�ǰλ��Ϊ��ת���ģ���G68�����ĽǶ���ת���ꡣ����ͼ4.29Ϊ����Ӧ����תָ��ij���Ϊ��
N10 G92 X-5 Y-5
//����ͼ4.29��ʾ�ļӹ�����ϵ
N20 G68 G90 X7 Y3
R60 //��ʼ�Ե㣨7��3��Ϊ��ת���ģ���ʱ����ת60�����ת
N30 G90 G01 X0 Y0
F200 //��ԭ�ӹ�����ϵ�����˶������0��0����
(G91 X5 Y5)
//���������ڳ�������У����ԣ�-5��-5���ĵ�ǰ��Ϊ��ת������ת60��
N40 G91 X10
//X���������10��0��
N50 G02 Y10
R10 //˳Բ����
N60 G03 X-10 I-5
J-5 //��Բ����
N70 G01
Y-10 //�ص���0��0����
N80 G69 G90 X-5 Y-5
//������ת���ܣ��ص���-5��-5����
M02
//����
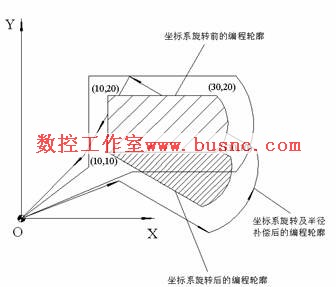
2������ϵ��ת�����뵶�߰뾶�������ܵĹ�ϵ
������תƽ��һ��Ҫ�����ڵ��߰뾶����ƽ���ڡ���ͼ4.30Ϊ����
N10 G92 X0 Y0
|
|
|
ͼ4.30��������ת�뵶�߰뾶���� |
N20 G68 G90 X10 Y10 R-30
N30 G90 G42 G00 X10
Y10 F100 H01
N40 G91 X20
N50 G03 Y10 I-10 J
5
N60 G01 X-20
N70 Y-10
N80 G40 G90 X0 Y0
N90 G69 M30
��ѡ�ð뾶ΪR5����ϳ��ʱ�����ã�H01=5��
3���������̷�ʽ�Ĺ�ϵ
���� �ڱ���ģʽʱ����ִ��������תָ���ת��������Ҳִ�б�������������ת�ǶȲ���Ӱ�죬��ʱ��ָ�������˳�����£�
G51�� ��
G68�� ��
G41/G42�� ��
G40�� ��
G69�� ��
G50�� ��
�� |
