|
|
|
|
|
�ӳ������ָ�� FANUC-0MC |
|||
|
���ʱ��Ϊ�˼���ı��ƣ���һ������������ͬ�ļӹ�����ʱ�����õ��ӳ���ķ������б�̡������ӳ���ij�������������ӳ���ı����һ����������ͬ��ֻ�dz��������ΪM99��ʾ�ӳ�������������ص������ӳ�����������С�
�����ӳ������̸�ʽ M98 P�� ;
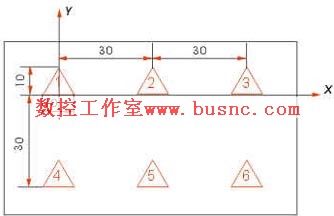
������ͼ4.31��ʾ,��һ��ƽ���ϼӹ�6���߳�Ϊ10mm�ĵȱ������Σ�ÿ�ߵIJ���Ϊ-2mm�������ϱ���ΪZ����㡣�����ı��ƾͿ��Բ��õ����ӳ���ķ�ʽ��ʵ��(���ʱ�����ǵ��߲���)�� ������
O10
N30 G00 Z3 //��������������Ϸ� O20 N10 G91 G01 Z -2 F100 //���������϶������루�2mm N20 G01 X -5 Y-8.66 //���������� N30 G01 X 10 Y 0 //���������� N40 G01 X 5 Y 8.66 //���������� N50 G01 Z 5 F2000 //̧�� N60 M99 //�ӳ������ ����G54��X��-400��Y��-100��Z��-50�� |
| �� |
 |