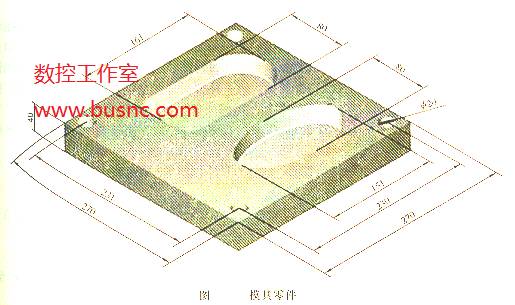
如图1所示的模具零件。
1.工艺分析
2.工艺路线
这里考虑在中档数控铣床上加工,完成型腔和导柱孔的加工,并将热处理安排在精加工之后进行,其它内容由普通机床加工。该零件的加工工艺路线安排如下:
(1)下料;
(2)粗铣、精铣六面,留上下面磨削余量;
(3)磨上下面;
(4)数控铣削两处型腔,钻、扩、镗四个导柱孔;
(5)热处理;
(6)表面抛光;
(7)检验。
3.数控铣削工序
由于零件是单件加工,考虑刀具使用的方便,在一次装夹中尽量把数控加工的内容全部完成。在数控铣削工序中,先对两处型腔进行粗铣、精铣,然后再加工导柱孔。

(1)数控铣削两处型腔,如图2所示。
当然,如果有四、五坐标联动的机床,就可以采用立铣刀直接铣削侧壁,效果更佳。
需要注意的是,无论采用哪种方法,都要为最后铣削R2圆角留出足够的余量。
(2)钻、扩、镗四个 20导柱孔
20导柱孔
如图3所示,在型腔加工后进行导柱孔的加工。由于是通孔,在零件安装时应在4个孔的位置留出足够的让刀空间,如在零件下加一块大小合适的垫块。
4.程序编制
为提高效率,保证质量,最好采用自动编程方法。此零件的数控加工程序,这里略去。
