|
|
|
|
|
圆弧插补G02、G03 ――数控铣床编程 |
|
|
用G02、G03指定圆弧进给,其中G02为顺时针方向,G03为逆时针方向。程序格式为: 在X-Y平面上的圆弧:
G17 在Z-X平面上的圆弧:
G18 在Y-Z平面上的圆弧:
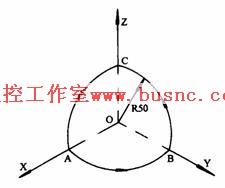
G19 G17、G18、G19为圆弧插补平面选择指令,以此来确定被加工表面所在平面,G17可以省略,X_Y_Z_为圆弧终点坐标值,可以在G90下用绝对坐标,也可以在G91下用增量坐标。在增量方式下,圆弧终点坐标是相对于圆弧起点的增量值。I、J、K表示圆弧圆心的坐标,它是圆心相对起点在X、Y、Z轴方向上的增量值,也可以理解为圆弧起点到圆心的矢量(矢量方向指向圆心)在X、Y、Z轴上的投影,与前面定义的G90或G91无关。 R是圆弧半径,当圆弧始点到终点所移动的角度小于180°时,半径R用正值表示,当从圆弧始点到终点所移动的角度超过180°时,半径R用负值表示,正好180°时,正负均可。还应注意,整圆编程时不可以使用R,只能用I、J。F规定了沿圆弧切向的进给速度。 注意:I、J、K为零时可以省略。 图b所示为半径等于50的球面,其球心位于坐标原点O。刀具中心轨迹A→B、B→C、C→A的圆弧插补程序分别为 A→B:G17 G90 G03 X0. Y50. I-50. J0.; 绝对坐标编程 B→C:G19 G91 G03 Y-50. Z50. J-50. K0.; 增量坐标编程 C→A:G18 G90 G03 X50. Z0. R50; 绝对坐标编程
|
 |