|
|
|
|
|
暂停指令G04 ――数控铣床编程 |
|
|
G04指令可使刀具作暂短的无进给光整加工,以获得圆整而光滑的表面。一般用于下列情况: 1)加工盲孔时,在刀具进给到规定深度后;,用暂停指令使刀具作非进给光整切削,然后退刀,保证孔底平整; 2)镗孔完毕后要退刀时,为避免留下螺旋划痕而影响表面粗糙度,应使主轴停止转动,并暂停几秒钟,待主轴完全停止后再退刀; 3)用丝锥攻螺纹时。如果刀具夹头带有正反转机构,可用暂停指令以暂停时间代替指定的距离,待攻螺纹完毕,丝锥退出工件后;再恢复机床的动柞指令。 程序格式: G04 X P 地址码X或P为暂停时间,其中X后面可用带小数点的数,单位为s,如G04 X5表示在前一程序执行完后,要经过5s以后,后一程序段才执行。地址P后面不允许用小数点,单位为ms。如G04 P1000表示暂停1s。 说明: 1)程序在执行到某一段后,需要暂停一段时间,进行某些人为的调整,这时用G04指令使程序暂停,暂停时间一到,继续执行下一段程序。 2)G04的程序段里不能有其它指令。
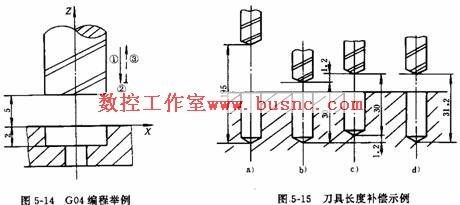
例如,图5-14为锪孔加工,孔底有表面粗糙度要求。程序如下: G04 X5.;(刀具在孔底停留5s) |
 |