|
|
|
|
|
加工坐标系选择指令G54~G59 ――数控铣床编程 |
|
|
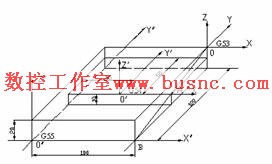
书写格式:G54 G90 G00 (G01) X~ Y~ Z~ (F~); 该指令执行后,所有坐标值指定的坐标尺寸都是选定的工件加工坐标系中的位置。1~6号工件加工坐标系是通过CRT/MDI方式设置的。 例:在图中,用CRT/MDI在参数设置方式下设置了两个加工坐标系: G54:X-50 Y-50 Z-10 G55:X-100 Y-100 Z-20 这时,建立了原点在O′的G54加工坐标系和原点在O″的G55加工坐标系。若执行下述程序段: N10 G53 G90 X0 Y0 Z0 N20 G54 G90 G01 X50 Y0 Z0 F100 N30 G55 G90 G01 X100 Y0 Z0 F100 则刀尖点的运动轨迹如图中OAB所示。
注意事项 1)G54与G55~G59的区别 G54~G59设置加工坐标系的方法是一样的,但在实际情况下,机床厂家为了用户的不同需要,在使用中有以下区别:利用G54设置机床原点的情况下,进行回参考点操作时机床坐标值显示为G54的设定值,且符号均为正;利用G55~G59设置加工坐标系的情况下,进行回参考点操作时机床坐标值显示零值。 2)G92与G54~G59的区别 G92指令与G54~G59指令都是用于设定工件加工坐标系的,但在使用中是有区别的。G92指令是通过程序来设定、选用加工坐标系的,它所设定的加工坐标系原点与当前刀具所在的位置有关,这一加工原点在机床坐标系中的位置是随当前刀具位置的不同而改变的。 3)G54~G59的修改 G54~G59指令是通过MDI在设置参数方式下设定工件加工坐标系的,一旦设定,加工原点在机床坐标系中的位置是不变的,它与刀具的当前位置无关,除非再通过MDI 方式修改。 4)应用范围 本课程所例加工坐标系的设置方法,仅是FANUC系统中常用的方法之一,其余不一一例举。其它数控系统的设置方法应按随机说明书执行。 5)常见错误 当执行程序段“G92 X 10 Y 10”时,常会认为是刀具在运行程序后到达X 10 Y 10 点上。其实, G92指令程序段只是设定加工坐标系,并不产生任何动作,这时刀具已在加工坐标系中的 X10 Y10点上。 G54~G59指令程序段可以和G00、G01指令组合,如G54 G90 G01 X 10 Y10时,运动部件在选定的加工坐标系中进行移动。 程序段运行后,无论刀具当前点在哪里,它都会移动到加工坐标系中的X 10 Y 10 点上。 |
 |