|
|
|
|
|
绝对零点偏值G54 ――数控铣床编程 |
|
|
程序格式:
X、Y、Z为新坐标系原点在原坐标系中的坐标。
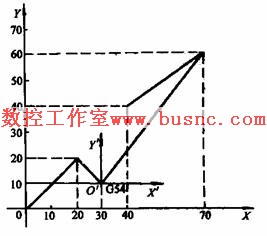
说明: 1)G54功能使编程坐标系原点平移到X、Y、Z所规定的坐标处,如右图所示为利用G54功能使XOY坐标系原点O变换到X’O’Y’坐标系原点O’处; 2) X、Y、Z三个坐标可以全部平移,也可以一部分坐标平移;未写入的坐标,其原点不平移; 3)G54功能为独立程序段,本段不得出现其它指令; 4)G54以后的程序段,将以G54建立的新坐标系编制的影响; 5)动态坐标显示仍然相对原来的坐标系; 6)G54 G55本身不是移动指令,它只是记忆坐标偏置,如需要刀具运动到G54这点,必须再编写C01或GOO程序段; 7)G54后的坐标值可以是正、负数,小数点前允许4位小数,小数点后允许3位。 编程实例如右图所示。 P01 N0010 GOO Z3 T01 S800 M03; N0020 GOOX0 Y0; N0030 G01 Z-2 F100;
N0050 G54 X30 Y10; N0060 GOl XO Y0; N0070 X40 Y50; NOOSO Xl0 Y30; N0090 G53; N0100 GOO Z2; N0110 M02; |
 |