|
|
|
|
|
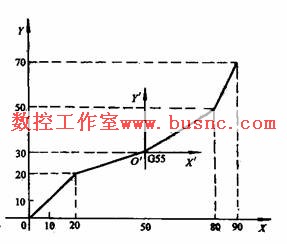
增量零点偏值G55 ――数控铣床编程 |
|
|
程序格式: G55 X―Y―Z― 1)G55功能使坐标系的原点从刀具当前位置平移X、Y、Z形成新的坐标系; 2)其它注意事项与G54相同。 编程实例如图所示。 N0010 G00 Z5 T01 M03 S800; N0020 GOO X0 Y0; N0030 G01 Z-2 F100; N0040 X20 Y20; N0050 G55 X30 Y10; N0060 G01 XO Y0;
N0080 X40 Y40; N0090 G53; N0100 GOO Z2; N0110 X0 Y0; N0120 M02;
|
 |