|
|
|
|
|
数控铣床刀具半径补偿指令G40、G41、G42及编程举例 |
|
|
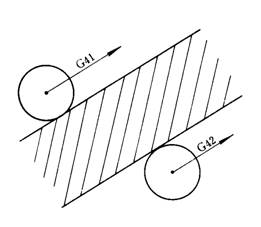
G41刀具半径左补偿、G42刀具半径右补偿、G40取消刀具半径补偿。 铣削工件轮廓时,为了使编程员不必根据刀具半径人工计算刀具中心的运动轨迹,而是方便地直接按工件图纸要求的轮廓来编程,这时就需要使用刀具半径补偿G41或G42,数控装置则根据工件轮廓程序和在刀具表中的刀具半径值计算出刀具中心运动轨迹(包括内、外轮廓处转接处的缩短、延长等处理)并执行之。
图a 图b 根据刀具走刀的方向,如图a所示,当刀具在轮廓的左边时为左补偿用G41表示,刀具在轮廓的右边时为右补偿用G42表示。执行G41、G42事先一定将刀具半径值存入刀具表中,补偿只能在所选定的插补平面内(G17,G18,G19)进行。G41、G42都是模态代码,二者互相取代,用G40取消。 使用G41(或G42)当刀具接近工件轮廓时,数控装置认为是从刀具中心坐标转变为刀具外圆与轮廓相切点为坐标值。而使用G40刀具退出时则相反。在刀具引进工件和退出工件时要充分注意上述特点,防止刀具与工件干涉而过切或碰撞。如图b所示。
G92 X0 Y0 Z0 G90 G17 G01 F150 S1000 T101.01 M06 M03 G42 X30 Y30 X50 Y60 X80 X100 Y40 X140 X120 Y70 X30 Y30 G40 G00 X0 Y0 M05 M30 |
 |