|
|
|
|
|
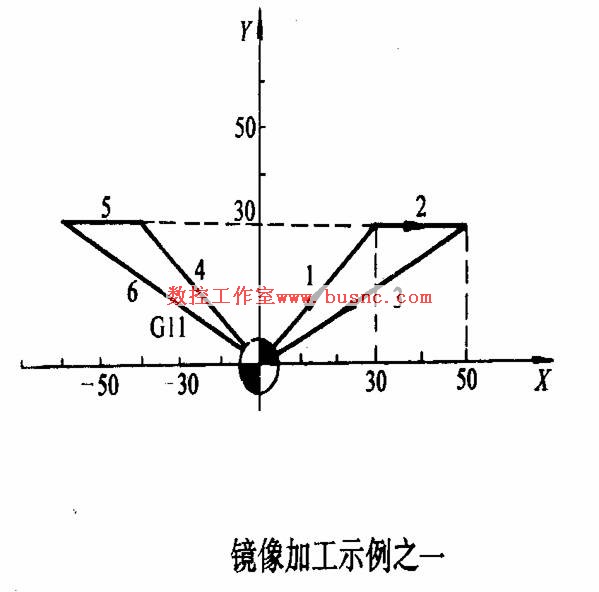
对称于Y轴的镜像G11数控铣床编程 |
|
|
摘要:xxNxxxx:镜像加工程序开始时的程序段号。xxxx: 镜像加工程序结束时的程序段号。2)镜像加工开始程序段和结束程序段号,中间用小数点隔开,镜像加工开始程序段号应位于结束程序段号之前。4)镜像加工完毕后,下一加工程序段应该是G11段的下一段。 格式:G11 Nxxxx.xxxx.xx Nxxxx:镜像加工程序开始时的程序段号。 xxxx: 镜像加工程序结束时的程序段号。 xx:循环次数,最多允许两位01…99 说明:1)G11指令将本段所定义的两个程序段号之间的程序段按X的负向加工,并按编程所给的循环次数循环若干次; 2)镜像加工开始程序段和结束程序段号,中间用小数点隔开,镜像加工开始程序段号应位于结束程序段号之前; 3)循环次数由第2个小数点之后的两位正数决定,省略则为循环一次; 4)镜像加工完毕后,下一加工程序段应该是G11段的下一段; 5)G11不能作为整个程序的最后一段编程,若G11程序段位于最后时,应再写一句M02; 6)G11所定义的镜像段号之内,不得发生其它转移加工指令,如子程序跳转等。 例:加工轨迹图示。图中的编号是刀具中心轨迹运动的顺序,试用镜像指令G11编程。
程序如下: N0010 G00 X0 Y0 Z0 M03 S800 F100; N0020 G01 Z-2; N0030 G91 G01 X30 Y30; N0040 X20; N0050 G90 G01 X0 Y0 N0060 G11 N0020.0050; N0070 G00 Z100 M05; N0080 M02; |
 |