|
|
|
|
|
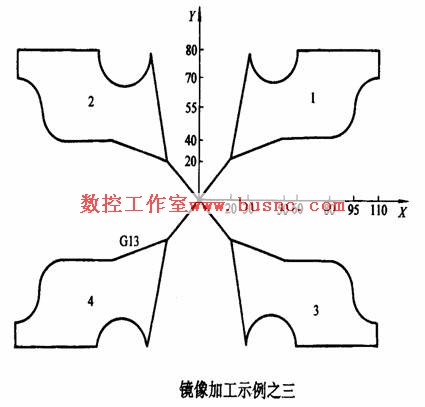
对称于原点的镜像G13数控铣床编程 |
|
|
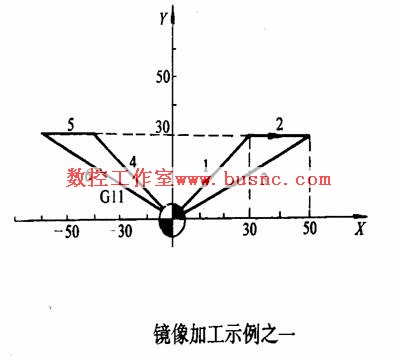
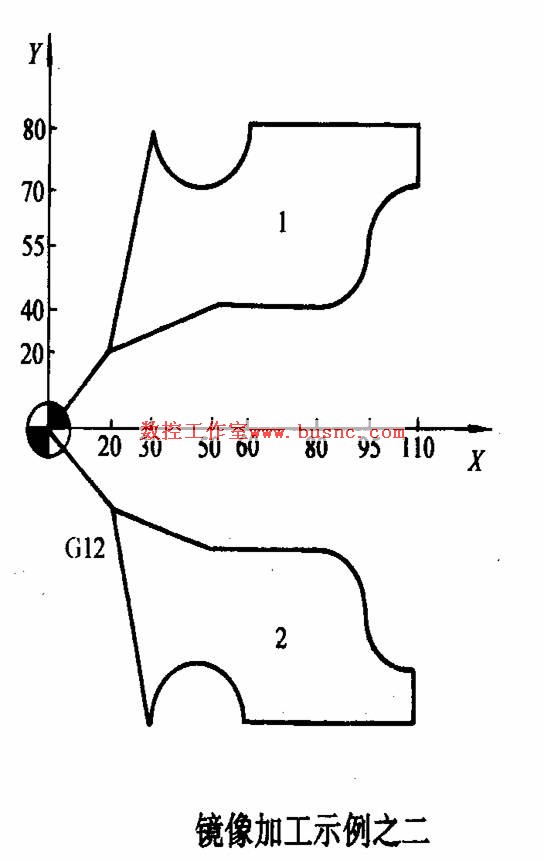
摘要:加工轨迹如下图所示,加工顺序是先加工图1,用程序N0020&hellip。N0110。用G11功能调用程序段N0020&hellip。N0110加工图2。用G12功能调用程序段N0020&hellip。N0110加工图3。用G13功能调用程序段N0020&hellip。N0110加工图4。程序如下:N0010 G01 Z-1 M03 S800 F100。N0020 G91 G42 G01 X20 Y20。N0030 X30 Y20。N0040 X30
加工轨迹如下图所示,加工顺序是先加工图1,用程序N0020…N0110;用G11功能调用程序段N0020…N0110加工图2;用G12功能调用程序段N0020…N0110加工图3;用G13功能调用程序段N0020…N0110加工图4. 程序如下: N0010 G01 Z-1 M03 S800 F100; N0020 G91 G42 G01 X20 Y20; N0030 X30 Y20; N0040 X30
N0050 G03 X15 Y15 I0 J15; N0060 G02 X15 Y15 I15 J0; G01 Y10; X-50; G02 X-30 Y0 I-15 J0; G01 G90 X20 Y20; N0110 G40 X0 Y0 G11 N0030.0110 G12 N0030.0110 G13 N0030.0110 G00 Z100 M05; M02; |
 |