|
|
|
|
|
数控铣床孔加工固定循环指令格式介绍 |
|
|
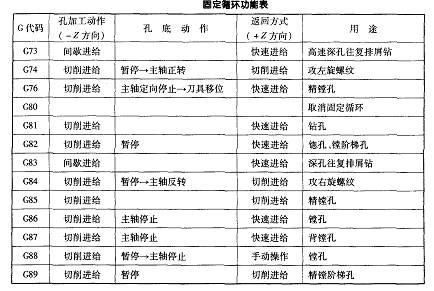
指令格式: G90 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__ G90 G98 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__ G91 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__ G91 G98 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__ 指令功能:孔加工固定循环 指令说明: (1) 在G90或G91指令中,Z坐标值有不同的定义。 (2) G98、G99为返回点平面选择指令,G98指令表示刀具返回到初始点平面,G99指令表示刀具返回到R点平面,如上图4.22所示; (3)孔加工方式G73~G89指令,孔加工方式对应指令见下表; (4)X__ Y__ 指定加工孔的位置,(与G90或G91指令的选择有关); Z__ 指定孔底平面的位置(与G90或G91指令的选择有关); R__ 指定R点平面的位置(与G90或G91指令的选择有关); Q__ 在G73或G83指令中定义每次进刀加工深度,在G76或G87指令中定义位移量,Q值为增量值,与G90或G91指令的选择无关; P__ 指定刀具在孔底的暂停时间,用整数表示,单位为ms; F__ 指定孔加工切削进给速度。该指令为模态指令,即使取消了固定循环,在其后的加工程序中仍然有效; L__ 指定孔加工的重复加工次数,执行一次L1可以省略。如果程序中选G90指令,刀具在原来孔的位置上重复加工,如果选择G91指令,则用一个程序段对分布在一条直线上的若干个等距孔进行加工。L指令仅在被指定的程段中有效。
表4.1 固定循环功能表 如图4.23左图所示,选用绝对坐标方式G90指令,Z表示孔底平面相对坐标原点的距离,R表示R点平面相对坐标原点的距离;如图4.23右图所示,选用相对坐标方式G91指令,R表示初始点平面至R点平面的距离,Z表示R点平面至孔底平面的距离。孔加工方式指令以及指令中Z、R、Q、P等指令都是模态指令。
图4.23 G90与G91的坐标计算 |
 |