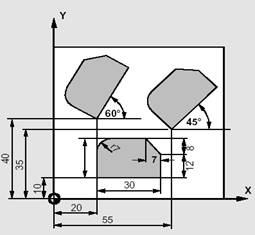
ROT RPL=ЁЦНУцФкбЁдё
N10 G0 G17 G40 G71 G90 G94
N20 TRANS X20 Y10
ЃЛОјЖдЦНвЦ
N30 L1
ЃЛзгГЬађЕїгУ
N40 TRANS X55 Y35
ЃЛОјЖдЦНвЦ
N50 AROT RPL=45
ЃЛзјБъЯЕа§зЊ45ЁуНЧ
N60 L1
ЃЛзгГЬађЕїгУ
N70 TRANS X20 Y40
ЃЛдіСПЦНвЦ
N80 AROT RPL=60
ЃЛдіСПа§зЊ60ЁуНЧ
N90 L1
ЃЛзгГЬађЕїгУ
N100 TRANS
ЃЛШЁЯћСуЕуЦЋвЦКЭа§зЊжИСю
N110 G0 G53 Z6 M5 M30
N120 M30
ПеМфа§зЊ
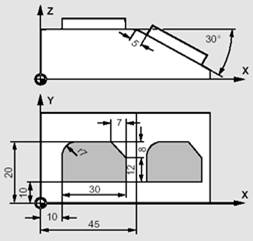
N10 G0 G17 G40 G71 G90 G94
N20 TRANS X10 Y10
ЃЛОјЖдЦНвЦ
N30 L1
ЃЛзгГЬађЕїгУ
N40 ATRANS X35
ЃЛдіСПЦНвЦ
N50 AROT Y30
ЃЛЙигкYжса§зЊ
N60 ATRANS X5
ЃЛдіСПЦНвЦ
N70 L1
ЃЛзгГЬађЕїгУ
N80
TRANS
ЃЛШЁЯћСуЕуЦЋвЦКЭа§зЊжИСю
N90 M30
Иїжса§зЊЫГађШчЭМ
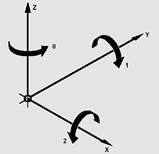
ЧјБ№ЃК
ROT X-90 Z45КЭROT
X-90 AROT Z45ЕФЧјБ№
ROT X-90 Z45ЮЊзјБъЯЕШЦXФцЪБеыа§зЊ90ЖШЃЌШЦZЫГЪБеыа§зЊ45ЖШЁЃзЂвтДЫЪБШЦЕФZжсЪЧЛњДВЕФЪЕМЪZжс
ROT X-90 AROT Z45ЮЊзјБъЯЕШЦXФцЪБеыа§зЊ90ЖШКѓШЦZЫГЪБеыа§зЊ45ЖШЁЃетРяШЦЕФZжсЮЊЛњДВЕФЪЕМЪYжсЃЌвђЮЊROT
X-90ЪБ
вбОАбZжсзЊЛЛЮЊYжсСЫ
