加工中心的编程方法与数控铣床基本相同,在这里主要介绍加工中心的固定循环指令的编程方法。
加工中心配备的固定循环功能主要用于孔的加工,包括钻孔、扩孔、锪孔、铰孔、镗孔、攻丝等,有的加工中心还具有键槽、椭圆、方槽加工等固定循环。
1.固定循环的动作
孔加工固定循环通常由以下六个动作组成:
如图1所示,图中用虚线表示快速进给,用实线表示切削进给。
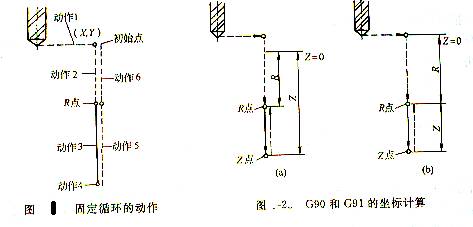
(1)初始平面
(2)R点平面
(3)孔底平面
孔加工循环与平面选择指令(G17、G18、G19)无关,即不管选择了哪个平面,孔加工都是在XY平面上定位并Z在轴方向上钻孔。
2.固定循环的代码及格式
(1)数据形式,如图图2所示。
(2)返回点平面G98、G99
(3)固定循环指令的G代码
这里介绍FANUC 0M-C数控系统的固定循环功能,如表5-1所示。
(4)固定循环的格式
G73~G89
X Y Z R Q P F
K
取消孔加工固定循环用G80。
对于加工一般的孔,可以使用G81代码,刀具动作比较简单。在孔中心上方定位后,快速靠近工件表面,然后以切削进给速度加工孔,到达要求的深度时,主轴不停,快速退刀,停留的位置由G98、G99指定,如图图3所示。当使用不同的刀具,就可以进行钻孔、扩孔、铰孔、锪孔等加工。
G81的指令格式为:G81
X Y Z R F

3.固定循环编程实例
【例题1】如图4所示零件。
对该零件编制加工程序的步骤如下:
(1)为方便加工时对刀,设置编程坐标系如图中所示,取零件上表面为Z向零点。
(2)计算孔中心坐标。
(3)设计加工路线。按1→2→…→9的顺序依次钻孔,快进R点距离零件上表面5mm,考虑钻头钻尖的影响,为保证能将孔完整地加工出来,钻孔深度为35mm。
(4)编写程序单。根据加工路线和坐标数据,选择G81钻孔固定循环指令逐条编写加工程序。
