|
|
|
|
”ΟΈ‘ ΫΦ”ΙΛ÷––ΡΦ”ΙΛΕΥΗ«ΒΡΙΛ“’Ζ÷Έω“‘ΦΑ±ύ≥Χ Βάΐ |
|
|
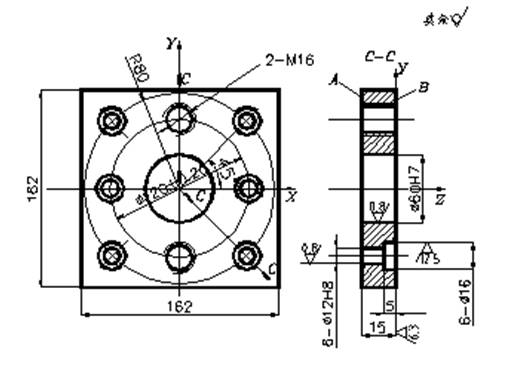
”ΟΈ‘ ΫΦ”ΙΛ÷––ΡΦ”ΙΛΆΦ1Υυ ΨΒΡΕΥΗ«Θ®BΟφΦΑΗςΩΉΘ©Θ§ ‘±ύ÷ΤΦ”ΙΛ≥Χ–ρΓΘ ΗυΨίΆΦ÷Ϋ“Σ«σΘ§―Γ‘ώAΟφΈΣΕ®ΈΜΜυΉΦΘ§”ΟΆδΑεΉΑΦ–ΓΘΦ”ΙΛ¬ΖœΏ»γœ¬ΘΚ¥÷œ≥ΚΆΨΪœ≥BΟφΘ®―Γ”ΟΠ’100mmΕΥœ≥ΒΕT01ΓΔT13Θ©ΘΜ¥÷οέΓΔΑκΨΪοέΚΆΨΪοέΠ’60H7ΩΉΖ÷±π÷ΝΠ’58ΓΔΠ’59.95ΓΔΠ’60H7Θ®―Γ”ΟοέΒΕT02ΓΔT03ΓΔT04Θ©ΘΜΉξΓΔά©ΓΔΫ¬Π’12H8ΩΉΘ®Π’3mm÷––ΡΉξT05ΓΔΠ’10mmΉξΆΖT06ΓΔΠ’11.85mmά©ΩΉΉξT07ΓΔΠ’12H8Ϋ¬ΒΕT09Θ©ΘΜM16¬ίΈΤΉξΩΉΓΔΙΞΥΩΘ®Π’14mmΉξΆΖT10ΓΔM16Μζ”ΟΥΩΉΕT12Θ©ΓΘΙΛΦΰΉχ±ξœΒ‘≠Βψ―Γ‘ΎΠ’60H7ΩΉ÷––Ρ…œΘ§ZΖΫœρΝψΒψ―Γ‘ΎΦ”ΙΛ±μΟφ…œΘ§ΩλΥΌΫχΗχ÷’ΒψΤΫΟφ―Γ‘ΎΨύάκΙΛΦΰ±μΟφ2mm¥ΠΤΫΟφΓΘΕ‘ΒΕΒψ―Γ‘Ύ÷––ΡΩΉ…œΖΫ50mm¥ΠΓΘ
ΆΦ1 ΕΥΗ«ΝψΦΰ ΓΓ Φ”ΙΛ≥Χ–ρ»γœ¬ΘΚ O0001 ΘΜ N1 G92 X0 Y0 Z50.0 ΘΜ ΙΛΦΰΉχ±ξœΒ…ηΕ® N2 T01 M06ΘΜ ΜΜT01Κ≈ΒΕΨΏ N3 G90 G00 Y0 Z10.0ΘΜ N4 X-135.0 Y45.0ΘΜ N5 S300 M03ΘΜ N6 G43Z0.5 H01 M08ΘΜ Ϋ®ΝΔ≥ΛΕ»≤Ι≥Ξ N7 G01X75. 0 F70ΘΜ ¥÷œ≥BΟφ N8 Y-45.0ΘΜ N9 X-135.0 M09ΘΜ N10 G00 G49 Z10. 0 M05ΘΜ »Γœϊ≥ΛΕ»≤Ι≥Ξ N11 X0 Y0ΘΜ N12 T13 M06ΘΜ ΜΜT13Κ≈ΒΕΨΏ N13 X-135.0 Y45.0ΘΜ N14 G43 Z0 H13 S500 M03ΘΜ N15 G01 X75.0 F50 M08ΘΜ ΨΪœ≥BΟφ N16 Y-45.0ΘΜ N17 X-135.0 M09ΘΜ N18 G00 G49 Z10.0 M05ΘΜ N19 X0 Y0ΘΜ N20 T02 M06ΘΜ ΜΜT02Κ≈ΒΕΨΏ N21 G43 Z4.0 H02 S400 M03ΘΜ N22 G98G85 Z-17.0 R2.0 F40ΘΜ ¥÷οέΠ’60H7ΩΉ N23 G00 G49 Z10.0 M05ΘΜ N24 X0 Y0ΘΜ N25 T03 M06ΘΜ ΜΜT03Κ≈ΒΕΨΏ N26 G43 Z4.0 H03 S450 M03ΘΜ N27 G98 G85 Z-17.0 R2.0 F50ΘΜ ΑκΨΪοέΠ’60H7ΩΉ N28 G00 G49 Z10.0 M05ΘΜ N29 T04 M06ΘΜ ΜΜT04Κ≈ΒΕΨΏ N30 X0 Y0ΘΜ N31 G43 Z2.0 H04 S450 M03ΘΜ N32 G98 G85 Z-17.0 R1.0 F40ΘΜ ΨΪοέΠ’60H7―≠ΜΖ N33 G00 G49 Z10.0 M05ΘΜ N34 T05 M06ΘΜ ΜΜT05Κ≈ΒΕΨΏ N35 X60 Y0.0ΘΜ N36 G43 Z4.0 H05 S1000 M03ΘΜ N37 G98 G91 G81 Z-5.0 R2.0 F50ΘΜ ΙΧΕ®―≠ΜΖΘ§Ήξ÷––ΡΩΉ N38 M98P0005ΘΜ Ή”≥Χ–ρΒς”Ο N39 G00 G49 Z10.0 M05ΘΜ N41 T06 M06ΘΜ ΜΜT06Κ≈ΒΕΨΏ N42 X60.0 Y0ΘΜ N43 G43 Z4.0 H06 S600 M03ΘΜ N44 G99 G81 Z-17.0R2.0 F60ΘΜ ΉξΩΉΙΧΕ®―≠ΜΖ N45 M98P0005ΘΜ Ή”≥Χ–ρΒς”Ο N46 G00 G49 Z10.0 M05ΘΜ N47 T07 M06ΘΜ ΜΜT07Κ≈ΒΕΨΏ N48 X60.0 Y0ΘΜ N49 G43 Z4.0 H07 S300 M03ΘΜ N50 G99 G82 Z-5.0 R2.0 P2000 F40ΘΜ ά©ΩΉΙΧΕ®―≠ΜΖ N51 M98P0005ΘΜ Ή”≥Χ–ρΒς”Ο N52 G49 G00 Z10.0 M05ΘΜ N54 T09 M06ΘΜ ΜΜT09Κ≈ΒΕΨΏ N55 X60 Y0ΘΜ N56 G43 Z4.0 H09 S500 M03ΘΜ N57 G99G81 Z-17.0 R2.0 F40ΘΜ Ϋ¬ΩΉΙΧΕ®―≠ΜΖ N58 M98P0005ΘΜ Ή”≥Χ–ρΒς”Ο N59 G49 G00 Z10.0 M05ΘΜ N60 T10 M06ΘΜ ΜΜT10Κ≈ΒΕΨΏ N61 X0 Y60ΘΜ N62 G43 Z4.0 H10 S500 M03ΘΜ N63 G99G81 Z-17.0 R2.0 F40ΘΜ ΉξΩΉΙΧΕ®―≠ΜΖ N64 X0 Y-60.0ΘΜ N65 G49 G00 Z10.0 M05ΘΜ N66 T11 M06ΘΜ ΜΜT11Κ≈ΒΕΨΏ N67 X0 Y60ΘΜ N68 G43 Z4.0 H11 S500 M03ΘΜ N69 G99G84 Z-17.0 R2.0 F200ΘΜ ΙΞ¬ίΈΤΙΧΕ®―≠ΜΖ N70 X0 Y-60.0ΘΜ N71 G00 G49 Z10.0 M05ΘΜ N72 G28 X0 Y0ΘΜ N73 M30ΘΜ O0005ΘΜΘ®Ή”≥Χ–ρΘ© N10 X56.57 Y56.57ΘΜ N20 X-56.57ΘΜ N30 X-60.0 Y0ΘΜ N40 X-56.57 Y-56.57ΘΜ N50 X56.57ΘΜ N50 M99ΘΜ |
| ΓΓ |
 |