»γΆΦ1ΈΣ…ΐΫΒΧ®œ≥¥≤ΒΡ÷ß≥–ΧΉΘ§ΝψΦΰ≤ΡΝœΈΣ45Η÷Θ§Έό»»¥ΠάμΚΆ”≤Ε»“Σ«σΓΘΖ÷ΈωΤδ ΐΩΊΦ”ΙΛΙΛ“’ΓΘ
ΓΓ
ΓΓ
ΓΓ
ΓΓ
ΓΓ
ΓΓ
ΓΓ
ΓΓ
ΓΓ
ΓΓ
|
 |
|
ΆΦ1 ÷ß≥–ΧΉΦρΆΦ |
Θ®1Θ©ΝψΦΰΆΦΙΛ“’Ζ÷Έω
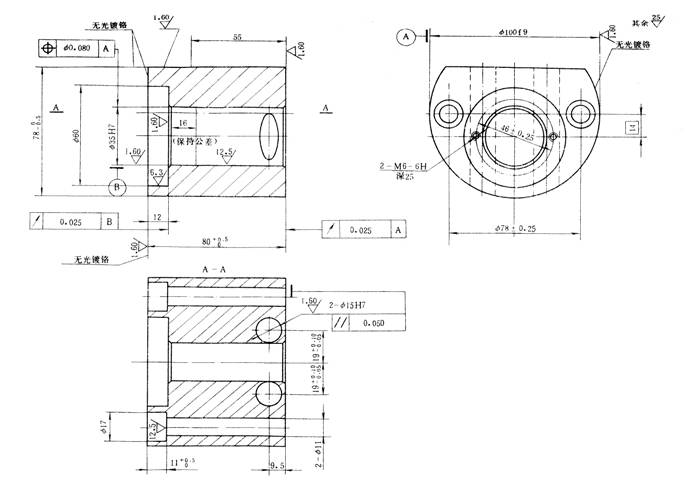
ΈΣ±ψ”ΎΕ®ΈΜΉΑΦ–Θ§ΠΒ100f9Άβ‘≤ΓΔ80 ≥Ώ¥γΝΫΟφΓΔ78
≥Ώ¥γΝΫΟφΓΔ78 ≥Ώ¥γ…œΟφΨυ‘Ύ«ΑΟφΙΛ–ρ÷–”ΟΤ’Ά®Μζ¥≤Άξ≥…ΓΘ ΐΩΊΦ”ΙΛΒΡ÷ς“ΣΡΎ»ί «ΘΚ2-ΠΒ15H7ΩΉΘ§ΠΒ35H7ΩΉΓΔΠΒ60ΓΝ12Έ―Θ§2-ΠΒ11ΓΝΠΒ17ΓΔ2-M6-6H¬ίΩΉΓΘ
≥Ώ¥γ…œΟφΨυ‘Ύ«ΑΟφΙΛ–ρ÷–”ΟΤ’Ά®Μζ¥≤Άξ≥…ΓΘ ΐΩΊΦ”ΙΛΒΡ÷ς“ΣΡΎ»ί «ΘΚ2-ΠΒ15H7ΩΉΘ§ΠΒ35H7ΩΉΓΔΠΒ60ΓΝ12Έ―Θ§2-ΠΒ11ΓΝΠΒ17ΓΔ2-M6-6H¬ίΩΉΓΘ
Θ®2Θ©―Γ‘ώ…η±Η
ΗυΨί±ΜΦ”ΙΛΝψΦΰΒΡΆβ–ΈΚΆ≤ΡΝœΒ»ΧθΦΰΘ§―Γ”ΟΒΡΈ‘ ΫΦ”ΙΛ÷––ΡΘ§Τδ÷ς“Σ≤Έ ΐ «ΘΚ
ΙΛΉςΧ®≥Ώ¥γΘΚ400©LΓΝΠΒ400©LΓΔΙΛΉςΧ®Ήσ”“––≥ΧΘ®X÷αΘ©500©LΓΔΙΛΉςΧ®«ΑΚσ––≥ΧΘ®Z÷αΘ©400©LΘ§÷ς÷αœδ…œœ¬––≥ΧΘ®Y÷αΘ©400©LΘ§÷ς÷α÷––ΡœΏ÷ΝΙΛΉςΧ®ΟφΨύάκ100ΓΪ500©LΘ§÷ς÷αΕΥΟφ÷ΝΙΛΉςΧ®÷––ΡœΏΨύάκ150ΓΪ500©LΘ§÷ς÷αΉΕΩΉBT-40Θ§ΒΕΩβ»ίΝΩ30Α―ΓΘ
Θ®3Θ©»ΖΕ®ΝψΦΰΒΡΕ®ΈΜΜυΉΦΚΆΉΑΦ–ΖΫ Ϋ
ΙΛΦΰ“‘ΠΒ100f9Άβ‘≤ΓΔ80 ≥Ώ¥γΉσΕΥΟφΕ®ΈΜΓΘ
Θ®4Θ©ΙΛΦΰΉχ±ξœΒ…ηΕ®
B00ΓΔG54ΓΔX0ΓΔY0…η‘ΎΠΒ35H7ΩΉ÷––Ρ…œΘ§Z0…η‘Ύ80≥Ώ¥γΉσΟφΓΘ
B900ΓΔG55ΓΔX0…η‘Ύ80≥Ώ¥γΉσΟφΓΘY0…η‘ΎΠΒ35H7ΩΉ÷––Ρ…œΘ§Z0…η‘Ύ78≥Ώ¥γ…œΟφΓΘ
Θ®5Θ©»ΖΕ®Φ”ΙΛΥ≥–ρΦΑΫχΗχ¬ΖœΏΘ®Ζ÷Έω¬‘Θ©
Θ®6Θ©ΒΕΨΏ―Γ‘ώ
ΫΪΥυ―ΓΕ®ΒΡΒΕΨΏ≤Έ ΐΧν»κ±μ1÷ß≥–ΧΉ ΐΩΊΦ”ΙΛΒΕΨΏΩ®Τ§÷–ΓΘ
±μ1
ΐΩΊΦ”ΙΛΒΕΨΏΩ®Τ§
|
≤ζΤΖΟϊ≥ΤΜρ¥ζΚ≈ |
ΓΝΓΝΓΝ |
ΝψΦΰΟϊ≥Τ |
÷ß≥–ΧΉ |
ΝψΦΰΆΦΚ≈ |
ΓΝΓΝΓΝ |
|
–ρΚ≈ |
ΒΕΨΏΚ≈ |
ΒΕΨΏΙφΗώΟϊ≥Τ
Θ®≥Ώ¥γΒΞΈΜ ©LΘ© |
ΐΝΩ |
Φ”ΙΛ±μΟφ
Θ®≥Ώ¥γΒΞΈΜ ©LΘ© |
±ΗΉΔ |
|
1 |
T01 |
÷––ΡΉξßΕ3 |
1 |
ΉξßΕ35H7ΩΉΓΔ2-ßΕ17ΓΝßΕ11÷––ΡΩΉΓΔΉξ2-M6-6H¬ίΩΉ÷––ΡΩΉΓΔΉξ2-ßΕ15H7ΩΉ÷––ΡΩΉ |
|
|
2 |
T02 |
ΉΕ±ζ¬ιΜ®ΉξßΕ11 |
1 |
Ήξ2-ßΕ11ΩΉΓΔ2-M6-6HΩΉΕΥΒΙΫ« |
|
|
3 |
T03 |
ΉΕ±ζ¬ώΆΖΉξ17ΓΝ11 |
1 |
οΝ2-ßΕ17 |
|
|
4 |
T04 |
¥÷οέΒΕßΕ34 |
1 |
¥÷οέßΕ35H7÷ΝßΕ34 |
|
|
5 |
T05 |
ΚœΫπΝΔœ≥ΒΕßΕ32T |
1 |
¥÷œ≥ßΕ60ΓΝ12÷ΝßΕ59ΓΝ11.5 |
|
|
6 |
T06 |
ΚœΫπΝΔœ≥ΒΕßΕ32T
|
1 |
ΨΪœ≥ßΕ60ΓΝ12 |
|
|
7 |
T07 |
οέΒΕßΕ34.85 |
1 |
ΑκΨΪοέßΕ35H7÷ΝßΕ34.85 |
|
|
8 |
T08 |
÷±±ζ¬ιΜ®ΉξßΕ5 |
1 |
Ήξ2-M6-6HΒΉΩΉ÷ΝßΕ5 |
|
|
9 |
T09 |
Μζ”ΟΥΩΉΕΓΔ÷–ΉΕM6 |
1 |
ΙΞ2-M6-6H¬ίΈΤ |
|
|
10 |
T10 |
ΧΉ ΫΫ¬ΒΕ35AH7 |
1 |
Ϋ¬ßΕ35H7ΩΉ |
|
|
11 |
T11 |
ΉΕ±ζ¬ιΜ®ΉξßΕ14 |
1 |
Ήξ2-ßΕ15H7ΩΉ÷ΝßΕ14 |
|
|
12 |
T12 |
ΉΕ±ζΕΥ»–ά©ΩΉΉξßΕ14.85 |
1 |
ά©2-ßΕ15H7ΩΉ÷ΝßΕ14.85 |
|
|
13 |
T13 |
ΉΕ±ζ≥Λ»–Ϋ¬ΒΕßΕ15AH7 |
1 |
Ϋ¬ßΕ15H7ΩΉ |
|
|
14 |
T14 |
ΉΕ±ζ¬ιΜ®ΉξßΕ31 |
1 |
ΉξßΕ35H7ΩΉ÷ΝßΕ31 |
|
|
±ύ÷Τ |
ΓΝΓΝΓΝ |
…σΚΥ |
ΓΝΓΝΓΝ |
≈ζΉΦ |
ΓΝΓΝΓΝ |
Ι≤
“≥ |
ΒΎ
“≥ |
| ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
Θ®6Θ©«–œς”ΟΝΩ―Γ‘ώΘ®Ζ÷Έω¬‘Θ©
Θ®7Θ© ΐΩΊΦ”ΙΛΙΛ“’Ω®Τ§ΡβΕ©ΘΚΆ®ΙΐΖ÷ΈωΩ…ΒΟ≥ωΦ”ΙΛΙΛ“’Ιΐ≥ΧΘ§Φϊ±μ2ΓΘ
±μ2
÷ß≥–ΧΉ ΐΩΊΦ”ΙΛΙΛ“’Ω®Τ§
|
ΒΞΈΜΟϊ≥Τ |
ΓΝΓΝΓΝ |
≤ζΤΖΟϊ≥ΤΜρ¥ζΚ≈ |
ΝψΦΰΟϊ≥Τ |
ΝψΦΰΆΦΚ≈ |
|
|
ΓΝΓΝΓΝ |
÷ß≥–ΧΉ |
ΓΝΓΝΓΝ |
|
ΙΛ–ρΚ≈ |
≥Χ–ρ±ύΚ≈ |
Φ–ΨΏΟϊ≥Τ |
Ι”Ο…η±Η |
≥ΒΦδ |
|
|
ΓΝΓΝΓΝ |
ΓΝΓΝΓΝ |
ΉιΚœΦ–ΨΏ |
Έ‘ ΫΦ”ΙΛ÷––Ρ |
ΐΩΊ÷––Ρ |
|
|
ΙΛ≤ΫΚ≈ |
ΙΛ≤ΫΡΎ»ί
Θ®≥Ώ¥γΒΞΈΜ ©LΘ© |
ΒΕΨΏΚ≈ |
ΒΕΨΏΙφΗώ
Θ®≥Ώ¥γΒΞΈΜ ©LΘ© |
÷ς÷αΉΣΥΌ
/r.min |
ΫχΗχΥΌΕ»
/©L.min |
±≥≥‘ΒΕΝΩ
/
©L |
±ΗΉΔ |
|
|
1 |
B0ΓΔG45 |
|
|
|
|
|
|
|
| ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
|
–χ±μ
|
ΒΞΈΜΟϊ≥Τ |
ΓΝΓΝΓΝ |
≤ζΤΖΟϊ≥ΤΜρ¥ζΚ≈ |
ΝψΦΰΟϊ≥Τ |
ΝψΦΰΆΦΚ≈ |
|
|
ΓΝΓΝΓΝ |
÷ß≥–ΧΉ |
ΓΝΓΝΓΝ |
|
ΙΛ–ρΚ≈ |
≥Χ–ρ±ύΚ≈ |
Φ–ΨΏΟϊ≥Τ |
Ι”Ο…η±Η |
≥ΒΦδ |
|
|
ΓΝΓΝΓΝ |
ΓΝΓΝΓΝ |
ΉιΚœΦ–ΨΏ |
Έ‘ ΫΦ”ΙΛ÷––Ρ |
ΐΩΊ÷––Ρ |
|
|
ΙΛ≤ΫΚ≈ |
ΙΛ≤ΫΡΎ»ί
Θ®≥Ώ¥γΒΞΈΜ ©LΘ© |
ΒΕΨΏΚ≈ |
ΒΕΨΏΙφΗώ
Θ®≥Ώ¥γΒΞΈΜ ©LΘ© |
÷ς÷αΉΣΥΌ
/r.min |
ΫχΗχΥΌΕ»
/©L.min |
±≥≥‘ΒΕΝΩ
/
©L |
±ΗΉΔ |
|
|
2 |
ΉξßΕ35H7ΩΉΓΔ2-ßΕ17ΓΝßΕ11÷––ΡΩΉ |
T01 |
÷––ΡΉξßΕ3 |
1200 |
80 |
|
|
|
|
3 |
ΉξßΕ35H7ΩΉ÷ΝßΕ31 |
T14 |
ΉΕ±ζ¬ιΜ®ΉξßΕ31 |
300 |
30 |
|
|
|
|
4 |
Ήξ2-ßΕ11ΩΉ |
T02 |
ΉΕ±ζ¬ιΜ®ΉξßΕ11 |
600 |
60 |
|
|
|
|
5 |
οΝ2-ßΕ17 |
T03 |
ΉΕ±ζ¬ώΆΖΉξ17ΓΝ11 |
150 |
15 |
|
|
|
|
6 |
¥÷οέßΕ35H7÷ΝßΕ34 |
T04 |
¥÷οέΒΕßΕ34 |
400 |
30 |
|
|
|
|
7 |
¥÷œ≥ßΕ60ΓΝ12÷ΝßΕ59ΓΝ11.5 |
T05 |
ΚœΫπΝΔœ≥ΒΕßΕ32T |
400 |
35 |
|
|
|
|
8 |
ΨΪœ≥ßΕ60ΓΝ12 |
T06 |
|
600 |
45 |
|
|
|
|
9 |
ΑκΨΪοέßΕ35H7÷ΝßΕ34.85 |
T07 |
οέΒΕßΕ34.85 |
450 |
35 |
|
|
|
|
10 |
Ήξ2-M6-6H¬ίΩΉ÷––ΡΩΉ |
T01 |
|
1000 |
40 |
|
|
|
|
11 |
Ήξ2-M6-6HΒΉΩΉ÷ΝßΕ5 |
T08 |
÷±±ζ¬ιΜ®ΉξßΕ5 |
650 |
35 |
|
|
|
|
12 |
2-M6-6HΩΉΕΥΒΙΫ« |
T02 |
|
500 |
20 |
|
|
|
|
13 |
ΙΞ2-M6-6H¬ίΈΤ |
T09 |
Μζ”ΟΥΩΉΕΓΔ÷–ΉΕM6 |
100 |
100 |
|
|
|
|
14 |
Ϋ¬ßΕ35H7ΩΉ |
T10 |
ΧΉ ΫΫ¬ΒΕ35AH7 |
100 |
50 |
|
|
|
|
15 |
M01Θ®≥Χ–ρ»Έ―ΓΆΘ÷ΙΘ© |
|
|
|
|
|
|
|
|
16 |
‘ΎßΕ35H7ΩΉ÷– ÷Ε·ΉΑ»κΙΛ“’Ε¬ |
|
Ή®”ΟΙΛ“’Ε¬Δρ29®C54
|
|
|
|
|
|
|
17 |
B900ΓΔG55 |
|
|
|
|
|
|
|
|
18 |
Ήξ2-ßΕ15H7ΩΉ÷––ΡΩΉ |
T01 |
|
1200 |
80 |
|
|
|
|
19 |
Ήξ2-ßΕ15H7ΩΉ÷ΝßΕ14 |
T11 |
ΉΕ±ζ¬ιΜ®ΉξßΕ14 |
450 |
50 |
|
|
|
|
20 |
ά©2-ßΕ15H7ΩΉ÷ΝßΕ14.85 |
T12 |
ΉΕ±ζΕΥ»–ά©ΩΉΉξßΕ14.85 |
400 |
40 |
|
|
|
|
21 |
Ϋ¬ßΕ15H7ΩΉ |
T13 |
ΉΕ±ζ≥Λ»–Ϋ¬ΒΕßΕ15AH7 |
60 |
30 |
|
|
|
|
±ύ÷Τ |
ΓΝΓΝΓΝ |
…σΚΥ |
ΓΝΓΝΓΝ |
≈ζΉΦ |
ΓΝΓΝΓΝ |
Ρξ
‘¬
»’ |
Ι≤
“≥ |
ΒΎ
“≥ |
|
| ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
ΓΓ |
|
