例1:
加工如图所示的平面凸轮轮廓,毛坯材料为中碳钢,尺寸如图7.5所示。零件图中23mm深的半圆槽和外轮廓不加工,只讨论凸轮内滚子槽轮廓的加工程序。
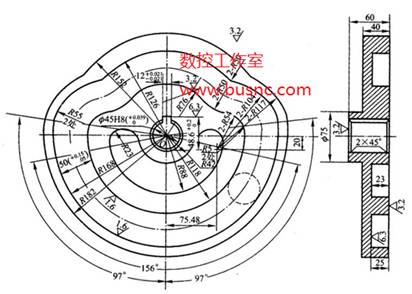
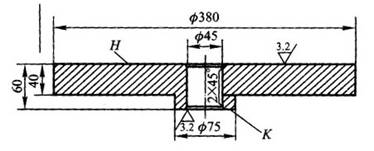
凸轮毛坯
1、工艺分析
装夹:以ф45㎜的孔和K
面定位在,专用夹具装夹。
刀具:用三把ф25㎜的四刃硬质合金锥柄端铣刀,分别用于粗加工(T03)、半精加工(T04)和精加工(T05)。为保证顺利下刀到要求的槽深,要先用钻头钻出底孔,然后再用键槽铣刀将孔底铣平,因此还要一把ф25㎜的麻花钻(T01)和一把ф25㎜的键槽铣刀(T02)。
工步:为达到图纸要求的表面粗糙度,分粗铣、半精铣、精铣三个工步完成加工。半精铣和精铣单边余量分别为1~1.5mm和0.1~0.2mm。在安排上,根据毛坯材料和机床性能,粗加工分两层加工完成,以避免Z向吃刀过深。半精加工和精加工不分层,一刀完成。刀具加工路线选择顺铣,可避免在粗加工时发生扎刀划伤加工面,而且在精铣时还可以提高表面光洁程度。
切削参数:根据毛坯材料、刀具材料和机床特性,选择如表1所示的切削参数。
表1
切削参数

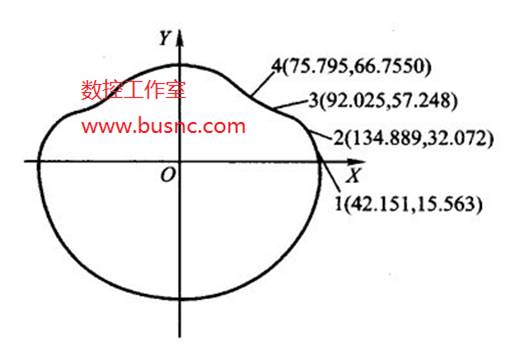
2、数据计算
选择ф45㎜孔的中心为编程原点,考虑到该零件关于Y对称,因此只计算+X一侧的基点坐标即可。计算时使用计算机绘图软件求出。如图所示。
O0070 (主程序)
(钻底孔)
N10 G91 G28 Z0 T01 M06
N20 G90 G00 X134.889 Y32.072
S250
N30 G43 G00 Z100.0 H01 M03
N40 G01 Z2.0 F1000 M08
N50 G73 Z-25.0 R2.0 Q2.0 F25
N60 G80 G00 Z250.0 M09
(铣平下刀位)
N70 G91 G28 Z0 T02 M06
N80 G90 G00 X134.889 Y32.072
S250
N90 G43 G00 Z100.0 H02 M03
N100 G01 Z2.0 F1000 M08
N110 Z-20.0 F100
N120 Z25.0 F20
N130 G91 G01 X5.0 F20
N140 G02 I-5.0 (铣整圆)
N150 G01 X-5.0 F100
N160 G90 G00 Z250.0 M09
(粗铣第一层)
N170 G91 G28 Z0 T03 M06
N180 G90 G00 X134.889
Y32.072 S400
N190 G43 Z100.0 H03 M03
N200 G01 Z5.0 F1000 M08
N210 Z-12.5 F100
N220 G42 D03 G01 X92.025
Y57.248 F30 (半径补偿11.5㎜)
N230 M98 P0001
N240 G40 G01 X134.889
Y32.072 F100
N250 M01
N260 G42 D03 G01 X142.151
Y15.563 F30
N270 M98 P0002
N280 G40 G01 Z5.0 F1000
N290 M01
(粗铣第二层)
N300 G01 X134.889 Y32.072
N310 Z-25.0 F50
N320 G42 D03 G01 X92.025
Y57.248 F30
N330 M98 P0001
N340 G40 G01 X134.889
Y32.072 F100
N350 M01
N360 G42 D03 G01 X142.151
Y15.563 F30
N370 M98 P0002
N380 G40 G01 Z5.0 F1000
N390 M01
(半精铣)
N400 G91 G28 Z0 T04 M06
N410 G90 G00 X134.889
Y32.072 S400
N420 G43 G00 Z100.0 H04 M03
N430 G01 Z5.0 F1000 M08
N440 Z-25.0 F100
N450 G42 D04 G01 X92.025
Y57.248 F30 (半径补偿12.35㎜)
N460 M98 P0001
N470 G40 G01 X134.889
Y32.072 F100
N480 M01
N490 G42 D04 G01 X142.151
Y15.563 F30
N500 M98 P0002
N510 G40 G01 Z5.0 F1000
N520 G00 Z200.0 M09
(精铣)
N530 G91 G28 Z0 T05 M06
N540 G90 G00 X134.889
Y32.072 S400
N550 G43 G00 Z100.0 H05 M03
N560 G01 Z5.0 F1000 M08
N570 Z-25.0 F100
N580 G42 D05 G01 X92.025
Y57.248 F30 (半径补偿12.35㎜)
N590 M98 P0001
N600 G40 G01 X134.889
Y32.072 F100
N610 M01
N620 G42 D05 G01 X142.151
Y15.563 F30
N630 M98 P0002
N640 G40 G01 Z5.0 F1000
N650 G00 Z200.0 M09
N660 M30
O0001 (外侧轮廓逆时针子程序)
N10 G02 X75.795 Y66.755 R30
N20 G03 X-75.795 Y66.755
R101
N30 G02 X-92.025 Y57.248 R30
N40 G03 X-134.889 Y32.072
R79
N50 G03 X-142.151 Y15.563
R30
N60 G03 X142.151 Y15.563
R-143
N70 G03 X134.889 Y32.072 R30
N80 G03 X92.025 Y57.248 R79
N90 M99
O0002 (内侧轮廓顺时针子程序)
N10 G03 X-142.151 Y15.563
R-143
N20 G03 X-134.889 Y32.072
R30
N30 G02 X-92.025 Y57.248 R79
N40 G03 X-75.795 Y66.755 R30
N50 G02 X75.795 Y66.755 R101
N60 G03 X92.025 Y57.248 R30
N70 G03 X134.889 Y32.072 R79
N80 G03 X142.151 Y15.563 R30
N90 M99
