|
|
|
|
卧式加工中心镗孔程序的编制 |
|
|
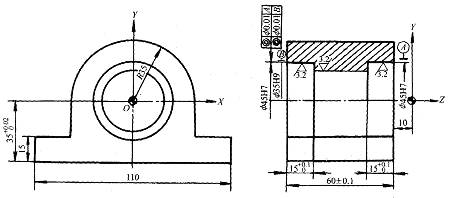
图1为轴承支座零件图。工艺为:在卧式加工中心上一次装夹,使用反镗固定循环等功能,不转动工作台,以保证同轴度要求。
图1 轴承支座
O1001
N90 G76 G99 Z-25.0 R-5.0 Q0.3 采用精镗循环镗f
45H7右侧孔 程序特点: 1)使用G55设定加工坐标系,加工前用参数设置。 2)有三次换刀指令G30,实现镗不同孔的目的,卧式加工中心换刀时Y轴必须回参考点(N60、N110和N150)。 3)用刀具长度补偿处理不同长度的镗刀,使其达到工作点位置一致。 4)程序结束使用M30,使程序执行完自动复位到程序起始位置。待下一个零件装夹完后,再按一次循环启动,又开始新一轮的加工。为了这样不停地循环加工,N150程序段的作用除及时消除刀具长度补偿外,还使Y轴回到换刀位置,为执行N10程序段作好了准备。 5)在精镗孔循环中,退刀时有一让刀动作,操作者在刀库中装刀时,应特别注意镗刀的刀刃方向。 |
 |